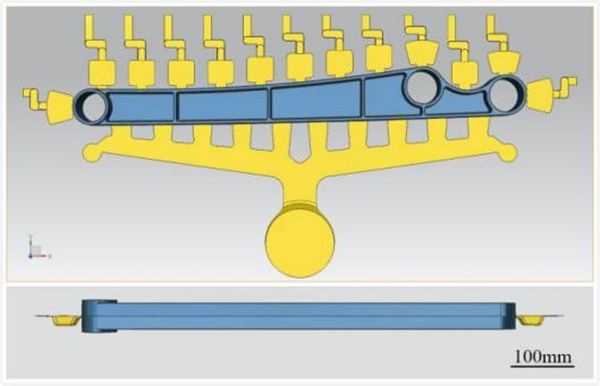
 后拖曳臂作为汽车悬架系统中的重要部分,起到连接和承载的作用,因不同形式的悬架结构,拖曳臂的形状和尺寸也不一样。高档轿车中使用的拖曳臂功能和作用相对来说比较复杂,如奥迪A8中的前摆臂和后摆臂同拖曳臂的作用功能是一样的,但是已实现铝合金的轻量化设计,其成形工艺多为锻压成形。而国内中小型电动车中的拖曳臂,采用的材料是钢铁,一般都是采用轧制、冲压、焊接等多种工艺相结合的生产工艺,使得生产效率比较低,成本相对也比较高。基于最优方案的拖曳臂新结构相对比较简单,但是其尺寸为620 mm ×50 mm×50 mm,属于比较大的结构件。压力铸造铝合金铸件工艺已经非常成熟,对于拖曳臂的试生产成形精确度高,成形工艺设计周期短,相对于原来的工艺不仅可以降低生产成本而且提高生产效率。 本课题以确定拖曳臂的最优三维模型结构,利用Anycasting软件对其铸造工艺分析,模拟其高压压铸过程以预测铸造过程零件可能存在的缺陷,通过分析相关工艺参数改善工艺条件后成形拖曳臂铸件,提高其质量和效率。 一、汽车后拖曳臂模型 后拖曳臂模型见图1。对用UG NX10.0建模好的后拖曳臂模型进行逆向模拟,导出为用于铸造模拟的stl格式。
图1:后拖曳臂模型 二、试验材料及方法 采用先模拟优化后验证的步骤。试验材质为A356铝合金,试验前通过光谱仪测定合金成分,结果见表1。采用高压压铸成形工艺进行试生产,浇注系统设计为锥形横浇道多内浇口的形式,见图1。表面清理A356铝合金锭,放入熔炉内,电阻炉预热,设置温度到250 ℃,保温30 min,电炉温度在750±20 ℃熔炼,加热时长定在6±0.5 h,在750 ℃左右扒渣,扒渣前要先向铝水均匀的加入扒渣剂,待铝液温度在720 ℃时加入0.1%的HGJ-2铝合金无钠精炼清渣剂对铝液进行精炼,最后静置20 min。
表1:A356铝合金化学成分 wB/% 三、试验过程及结果分析 浇注温度的确定 为确定最优的工艺参数,采用单因素控制变量法依次对浇注温度、压射速度和模具温度等参数进行确定。选定冲头的压射速度为30 cm/s,模具的预热温度为200 ℃,不同浇注温度下的试验见表2。
表2:不同浇注温度实验组参数表 充型100%时温度分布的对比
图2:充型100%时温度分布云图 图2为温度分布云图。可见前两组在充型100%时均发生了不同程度的部分凝固现象,而5~7组则出现了温度分布非常不均匀的现象,还可以看出5~7组在拖曳臂零件的铸型上面产生了较大范围的温度梯度。提前凝固和较大的温度梯度差都会对铸件在凝固的过程中产生影响而导致缺陷产生,第3、第4组拖曳臂铸型上的温度分布较其他组均匀,而第3组相对于第4组在铸件左边拖曳臂的侧壁上出现了很小的温度差,故单从温度的分布上来看第4组浇注温度最为理想。 晶粒尺寸和二次晶臂间距
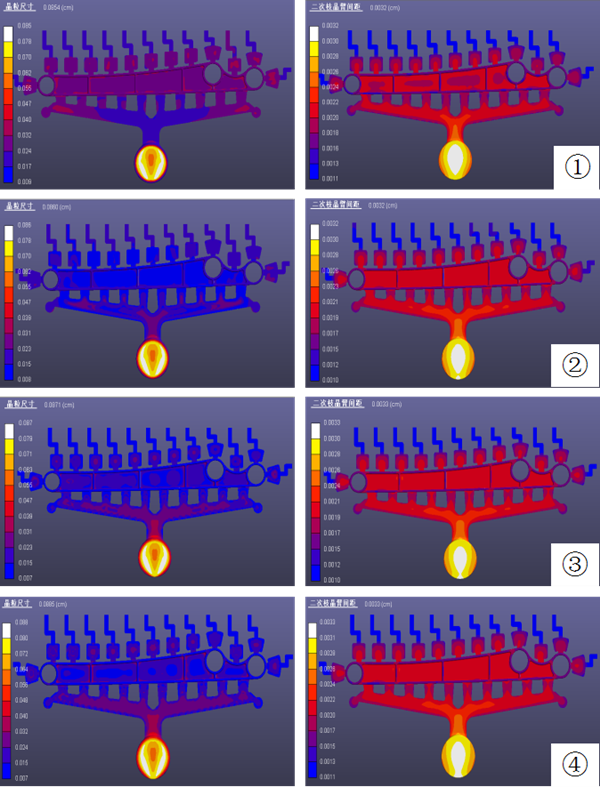
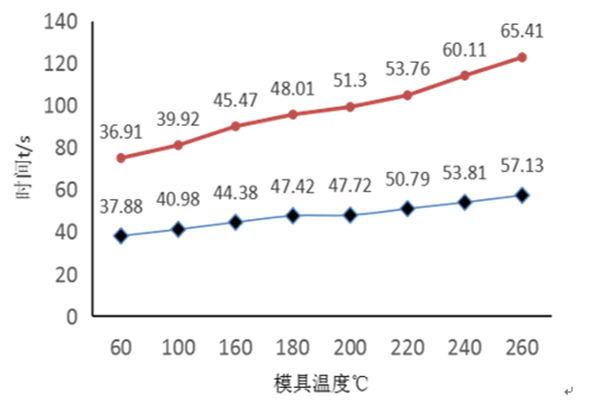
图3:七组模拟下晶粒尺寸和二次晶臂间距的对比 凝固时间的对比 图4为各组参数下凝固时间的云图和随浇注温度的变化。当浇注温度大于720 ℃,凝固时间的增加幅度很小,这是因为,可以发现在温度大于635 ℃进行压铸时拖曳臂零件的各个部位的凝固时间几乎是一致的,先后凝固的差距非常小,这就使得铸件完全凝固后其收缩一致性程度高,不易产生零件的收缩变形,低于635 ℃下成形的铸件,在拖曳臂上形成了很明显的凝固时差,如果温度梯度太大则容易导致缺陷产生。但是在700 ℃以上的高温成形零件时,可以很明显看出凝固时间的先后差距较大,在拖曳臂零件的交叉圆角的位置出现了明显的深色,这个位置同其周围的部位凝固时间上相差了约15 s,可能得不到后续金属熔体的补缩而导致缺陷的产生,甚至是收缩变形发生。
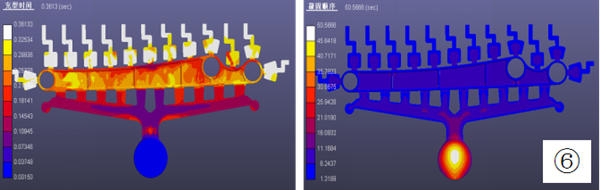
图4:各组凝固时间的云图和随浇注温度的变化图 概率缺陷参数和氧化物 铸件出现概率缺陷几率和部位的云图见图5。对比可以看出,浇注温度对于拖曳臂的概率缺陷影响不大,而对于充型完整后铸件所含氧化物的量影响非常大。不同浇注温度下铸件上出现的氧化物含量的最大值见图6,可以发现在680 ℃以前随着浇注温度升高,氧化物的浓度趋于降低的趋势,而680 ℃以后随着浇注温度的升高,虽然氧化物浓度的大小变化不明显,但是可以明显看出氧化物在拖曳臂零件上出现的分布范围明显增加。其原因是如果合金熔体温度越高,会更容易产生氧化吸气;若温度太低,会造成熔体黏度降低,导致金属液对夹杂物润湿性增强,从而金属液前端的氧化夹杂物就不易排出。因此,680℃下,凝固时间分布均匀,得到细小的等轴晶可能性最大,铸件不易产生缺陷,氧化物最少。故选择最优的浇注温度为680℃。
图5:7组实验的概率缺陷参数和氧化物云图
图6:各组氧化物含量随浇注温度的变化图 压射速度的确定 本组试验选冲头的压射速度作为变量,固定浇注温度为680 ℃,模具温度为220 ℃,进行对适宜的压射速度分析,见表3。
表3:不同压射速度实验组参数表 各组的充型时间和凝固时间
图7:各组的充型和凝固时间随压射速度的变化曲线图 图7为各组的充型和凝固时间随压射速度的模拟及曲线图。可以看出,在速度10 ~60 cm/s时铸件都能得到完整的充型。另外可见,随着压射速度的增加,充型时间和凝固时间都随之减小。通过斜率的大小可以看出,压射速度在30 cm/s之前减小的速率比较快,之后明显变缓,这说明当压射速度大于30 cm/s,对充型时间和凝固时间的影响非常小。从凝固顺序云图来看,在高于30 cm/s时,凝固顺序分布很均匀,相反,在10 cm/s和20 cm/s时铸件上出现了不同范围大小的凝固时间差,这些部位因为过早凝固,会得不到后面的金属液补缩而造成缺陷的产生。 节点5的充填速度对比
图8:各组节点5随充型分数的变化曲线图和其位置图 通过传感器查看不同压射速度下点5随着充型分数的变化其充型速度的大小,见图8,可见较低的压射速度下其速度的变化相对来说较为稳定,但是当压射速度大于30 cm/s时,在充型率90%左右,40、50、60 cm/s都出现了节点处速度急剧减小的情况,而且在充型85%都出现了速度大范围波动的情况。由此可见,30 cm/s为最适宜的压射速度。 模具温度的确定 在确定了浇注温度为680 ℃,压射速度为30 cm/s后,对最佳的模具温度进行确定,不同的模具预热温度组别见表4。
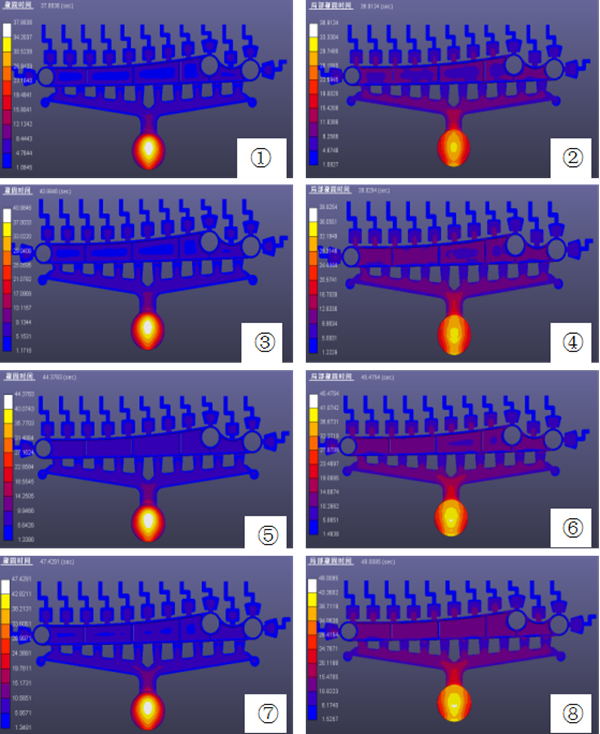
表4:不同模具温度实验组参数表 凝固时间和局部凝固时间对比 8组试验的凝固时间和局部凝固时间随模具预热温度的变化见图9,其对应的凝固时间云图见图10。在浇注温度不变的情况下,随着模具预热温度的增加,凝固时间和局部凝固时间都随之增加,这是因为模具预热温度越高致使模具对金属熔体起到一定的温度保护作用,型腔充型完整后冷却速率相对于较低的模具预热温度比较小。观察云图可以发现,在模具预热温度为60、100 ℃时,拖曳臂铸件中间部位的凝固时间分布很不均匀,并且其局部凝固时间出现不一致的部位也非常明显。凝固时间不均匀会导致铸件因为凝固收缩产生一些裂纹和内应力缺陷。在预热温度为240、260 ℃时,也出现了这种情况,只是相对来说不是特别明显。当模具预热温度为160 ℃和180 ℃时其凝固时间和局部凝固时间分别出现了明显的温度差,这些温度差较大的部位均会在凝固过程中产生一些缺陷。200、220 ℃的时,虽然在流道和排气溢流槽的很多部位出现了较大的温度差,但是在拖曳臂零件上面凝固温度分布非常均匀,而且局部凝固时间的温度梯度差出现比较合理,中间肋板因为是在金属液的持续流道上面凝固时间比较长,呈现出深灰色,而两侧的薄壁因为金属液的流路问题凝固时间比较短呈现出浅色。在预热温度为200℃时,拖曳臂零件的倒角部位大多也都出现了很大的温度差,而预热温度为220℃时几乎没有出现凝固时间上的温度差,凝固温度分布很均匀,出现缺陷的概率最小。
图9:凝固时间和局部凝固时间随模具温度的变化曲线
图10:各组的凝固时间和局部凝固时间云图 各组氧化物含量对
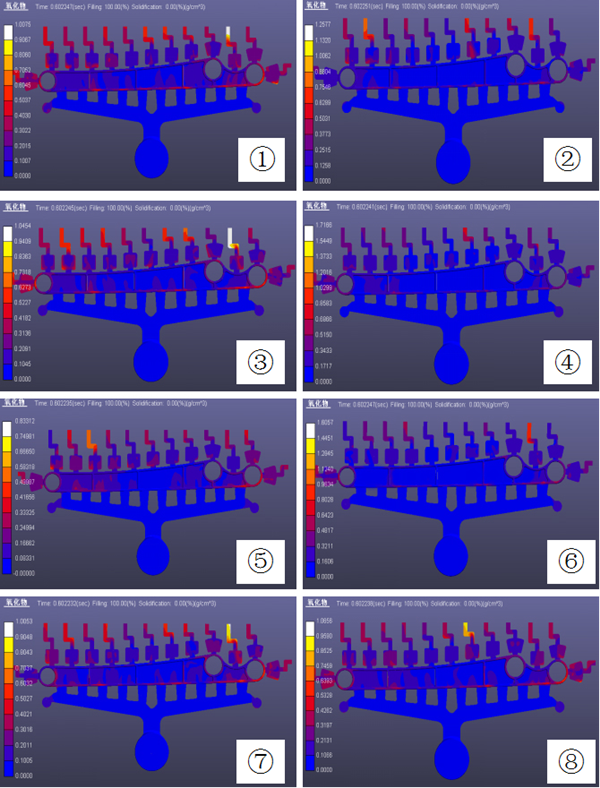
图11:不同模具温度下各组氧化物含量对比 不同模具温度下各组氧化物含量对比见图11。可以看出氧化物的含量、分布范围大小以2、4、6组的最小,其中模具温度为220℃时氧化物含量最少,而其他组在拖曳臂零件上产生的氧化物都非常多,同在浇注温度出现的情况一样,温度太高产生的氧化物含量相比会高越多。 各组模具侵蚀程度对比
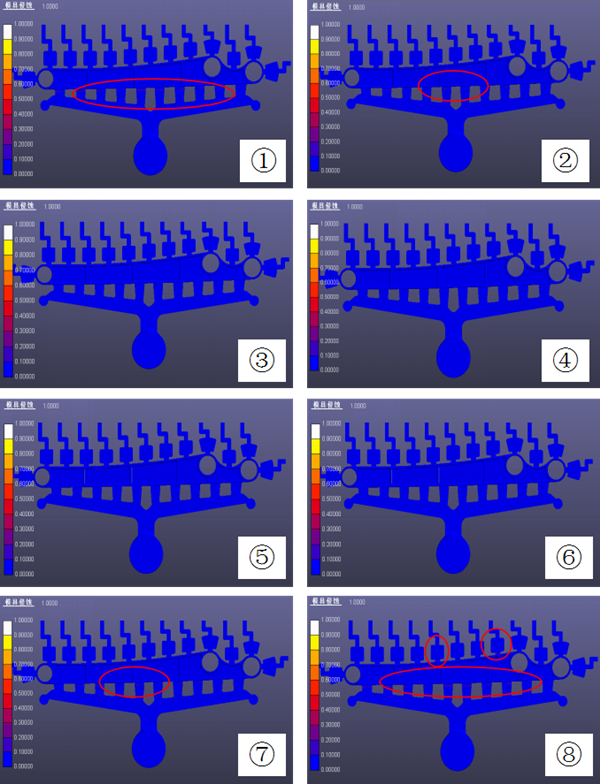
图12:不同组模具侵蚀程度云图对比 不同模具温度下模具侵蚀程度云图见图12。可以发现60、100 ℃和240、260 ℃时出现了不同程度的模具侵蚀,被侵蚀的位置主要出现在內浇口附近和排气溢流槽口附近,这些位置因为模具截面积出现了较大的变化,受到金属液的冲击力比较大,同时因为熔体的高温,散热不均匀导致产生较大的温度梯度。因此综合来看,当模具温度为220℃铸件可能出现的缺陷最少,同时又能最大程度减轻模具的侵蚀。 四、模拟方案的试验验 以浇注温度为680 ℃,压射速度为30 cm/s,模具预热温度为220 ℃进行拖曳臂零件的试生产。成形的零件见图13,生产的零件充型完整且表面质量良好,仅仅在內浇口熔体交汇的位置出现了一些流痕,这可以通过零件表面处理进行消除,对零件整体质量几乎没有影响。
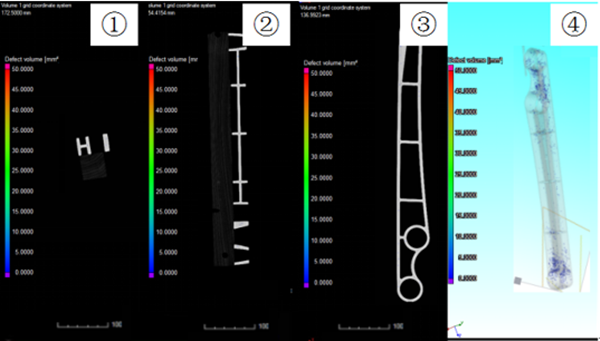
图13:拖曳臂零件图 对零件进行CT扫描,查看其缺陷分布情况,见图14。可以发现很多微小的缺陷主要存在于两端的衬套圈和中间主体板的连接处,从图14①、②、③分截面查看缺陷的存在情况,几乎没有气孔、缩孔的存在,这是因为多个溢流槽可以排出大部分的气体,说明成形的零件在最大应力处组织致密性较好,相对来说强度也更好。图14④显示,缺陷集中的地方基本上都避过了拖曳臂CAE分析中最大应力出现的部位,可以发现很多微小的缺陷主要存在于两端的衬套圈和中间主体板的连接处,这是因为这些地方极易产生金属熔体的交聚,从而出现较少的卷气和滞留的一些杂质、氧化物,但是因其体积所占整个零件体积的百分比很小,可以忽略。
图14:拖曳臂工业CT扫描图 五、结论 (1)通过控制变量法,对压铸模拟工艺参数如浇注温度、压射速度、模具温度进行了优化确定,浇注温度为680 ℃,压射速度为30 cm/s,模具预热温度为220℃,生产出拖曳臂符合要求。
(2)对成形的拖曳臂压铸件进行切割和工业CT扫描,查看其出现的缺陷和模拟结果进行对比,发现通过数值模拟预测的缺陷部分同实际生产所产生的缺陷很多部分是一致的。 |
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)

.jpg)
.jpg)
.jpg)
.jpg)
.png)