 仿真软件作为一个有价值的工具,可以帮助设计人员和工程师了解铸造过程的细节,使他们能够以比竞争对手更快,并以更低的成本持续创造高质量的铸件。在高压铸造中,使用仿真软件以帮助设计更好的浇注系统,将金属送入铸件,改进压室顶部由于紊流引起的卷气,并确定最有效的溢流位置,等等。在本文中,我们将着眼于如何缩短零件的脱模时间以减少工艺时间。 料柄是我们需要努力改善的地方,因为它是铸件最后凝固的位置,因此决定了零件什么时候可以被顶出。所以,如果我们可以减少料柄的凝固时间,那么我们可以减少整个工艺时间。一种方法是通过增加与金属液的接触面积的量来去除更多从金属液到压射前端的热量。虽然在这种情况下并不完全适用,但这种方法的基础最容易用稳态对流方程显示,如下所示。
在这个等式中,Q是热流量,h是对流传热系数,∆T是金属液和压射冲头的温差,而A是金属液和压射前端接触的表面积。如今市场上有不同形状的冲头,用于增加与金属液接触的表面积,如图1所示。
图1:大小和表面积不同的冲头[1] 另一种增加料饼散热量的方法是调节料柄中金属液和和压射冲头之间的温差。这是通过向压射前端添加冷却管线完成的,如图2所示。这种方法的主要缺点是增加了活塞组件的复杂性。
图2:压射冲头的冷却[2] 新设计 对于本文,使用FLOW-3D CAST分析了新的冲头设计, 并与标准的未修改的圆柱形冲头进行了比较。如图3所示,改进的冲头,由末端为星形切口的圆柱形冲头组成,比未修改的压射冲头多20%以上的表面积。这两个冲头都不会进行水冷分析。
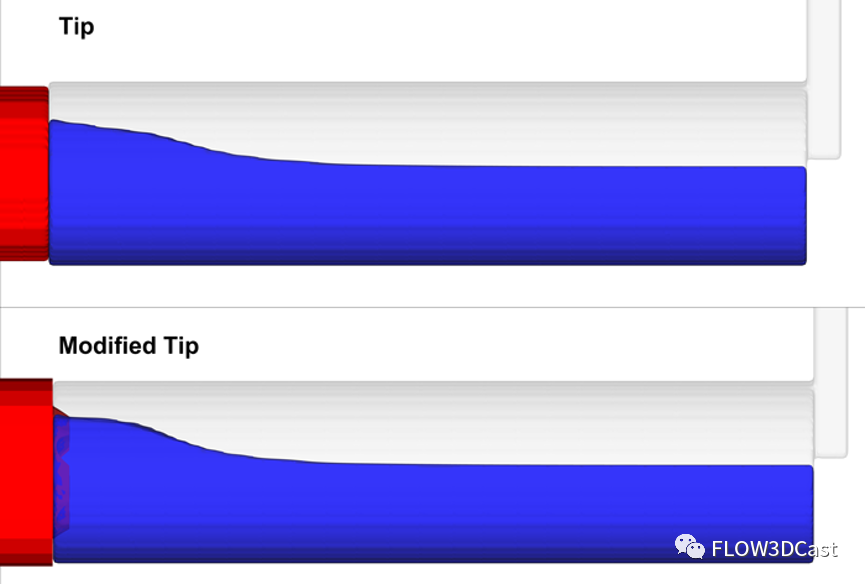
图3:修改过的的形冲头状可以增加20%的面积 分析 针对每个冲头设计设置运行填充(包括冲头运动)和凝固(无流动)的模拟; 所有其他参数在两种情况下都是相同的。主要有两个相关的结果:填充过程中的流态和总体凝固时间。填充过程中的流态非常重要,因为如果冲头设计会引起碎波和卷气,那么冲头或压室轮廓将不得不重新设计。 第一个比较是压室中的的流态,如图4所示。该图显示了在改进和为改进的冲头的压室期间流体的图像,并且可以看到冲头的形状不会显著影响流态。由于对压室轮廓影响不大,我们可以关注凝固。
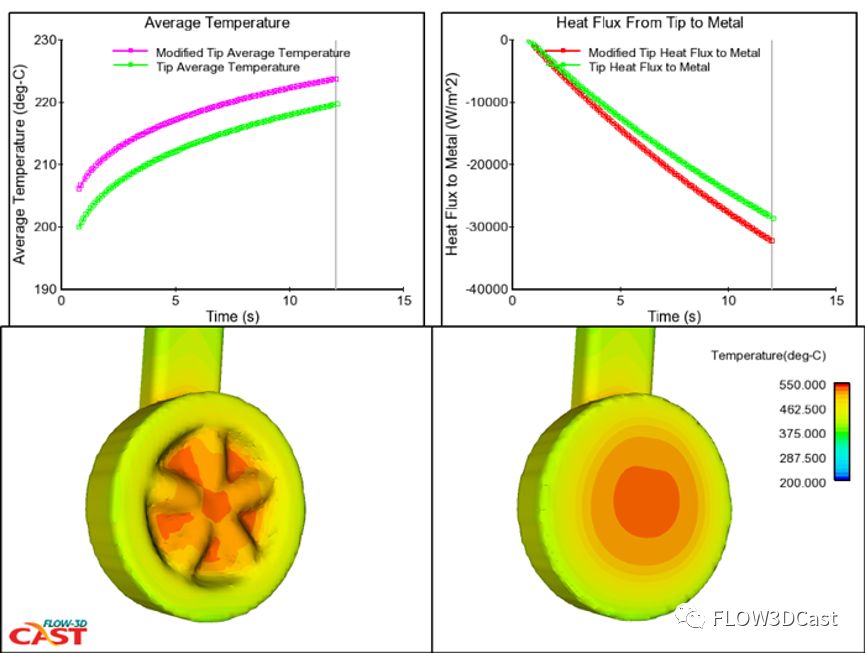
图4:两个冲头压室中的流态 第二个比较是凝固时间。图5显示了冲头的平均温度与时间的函数关系,从金属液到冲头的热流随时间的变化,以及提取时液态金属的温度分布。
图5:上面的时间图显示了左上角的冲头平均温度和右上角金属液到 从图5中可以看出,曲线图显示,改进冲头的平均温度较高,因为它从金属中提取了更多的热量。这也显示在热流图中; 注意表示能量消除的负值。图表下面的图像显示了料柄和压射冲头界面处的液态金属。数据显示,使用改进冲头的散热量增加了12.7%。 结论 冲头设计确实对铸件的凝固时间有明显影响。仿真软件提供了一种分析其影响并使用这些知识优化工艺参数的方法。 文章由Hellebusch Tool & Die公司的Eugene Moore提供 |

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)