 摘要:针对国产新一代高性能变速箱壳体,通过模流分析,有效预测产品制造风险,优化浇注系统工艺设计。通过机器人自动取件,有效降低工人的劳动强度,提高生产效率。通过压铸缺陷分析和改善,保证了产品的品质,使产品得到量产。 变速箱是汽车传动系统的重要零部件。但是,变速箱结构复杂,壁厚变化大,品质、加工尺寸精度和气密性要求高,导致产品制造困难,废品率高,需要对压铸工艺进行研究和改进。 某款变速箱壳体,材质为AlSi9Cu3(Fe),轮廓尺寸为560 mm×440 mm×400 mm,一般壁厚是3.5 mm,产品质量是15.18 kg。该产品年产量5万件,内部要求符合ASTM E 505标准,铝合金气(缩)孔等级为1,密封位置加工后气孔直径小于0.4 mm,间隔大于8 mm,数量小于3个;毛坯表面不允许有铸点、冷隔、裂纹、飞边、毛刺等缺陷;气密性要求内腔在70 kPa的空气压力下,泄漏量小于3 mL/min。 通过分析对该款变速箱壳体的压铸工艺设计、压铸缺陷的原因分析和工艺改进,提出类似产品的典型压铸缺陷问题解决方法。 一、压铸工艺设计 1、压铸机型选择 压铸时,为了保证铸件尺寸精度和内部质量,防止压铸过程飞料,必须锁紧分型面。因此压铸机型选择依据压铸机锁模力大小的计算。 铸造总投影面积: A铸造投影面积=A产品+A浇道+A溢流槽=2829cm2;A抽芯投影面积=A抽芯×tan15°=121 cm2;F锁≥安全系数×压射比压× (A铸造投影面积+A抽芯投影面积) =3 0680 kN
根据锁模力计算结果和公司压铸机台资源,选择IDRA的37 000 kN压铸机。 K=G/(ρπR2L) =46.7%
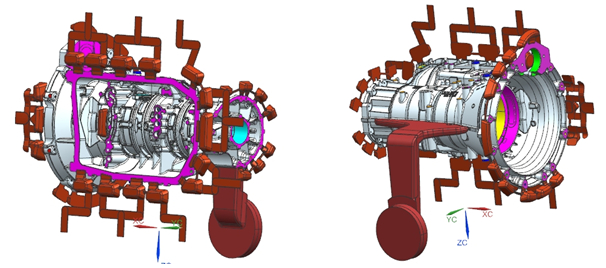
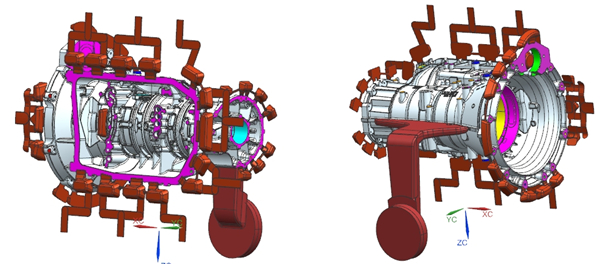
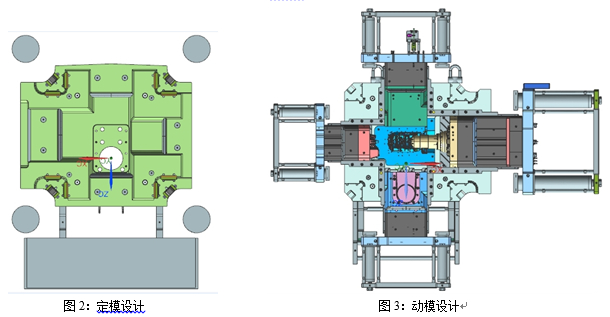
压室充满度计算结果46.7%,符合标准30%~75%范围要求,压铸机选型可行。 2、压铸模具设计 内浇口设计应该使铝液的充型过程距离尽可能短,以减少铝液温度的降低;浇口位置应该使铝液到达型腔各处位置距离相等,实现远离部位同时充填和凝固;应该设置在压铸件厚壁处,以实现顺序填充、压力补缩。根据该产品的结构特点、高内部质量要求和金属液填充流向的需要,浇注系统采用扇形设计,浇口厚度为5 mm,位于产品壁厚5 mm分型线位置,设置在下滑块上。浇注系统设计见图1,模具设计见图2和图3。
图1:浇注系统设计
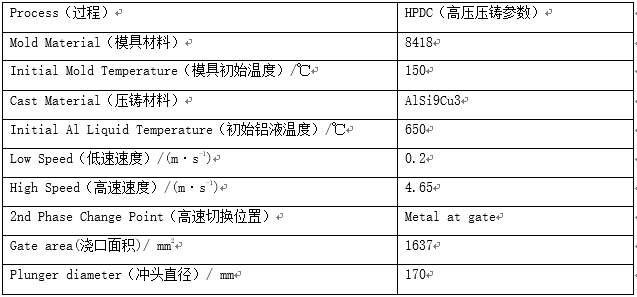
3、模流分析 为了提高模具方案设计的合理性,按照符合实际的压铸工艺参数及边界条件进行各个阶段的参数定义,通过Magma软件进行模流分析。模流分析工艺参数见表1。
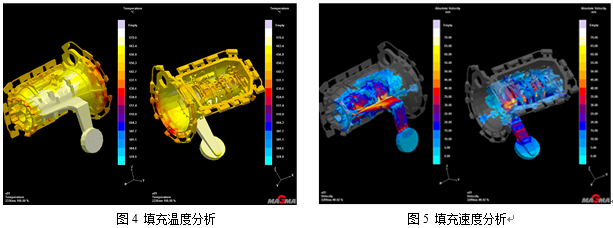
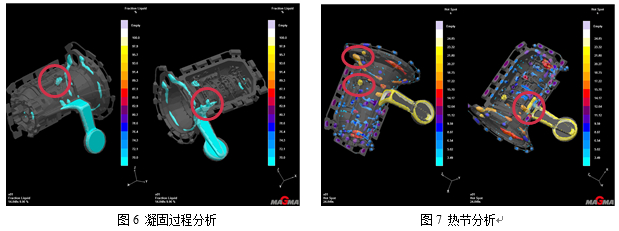
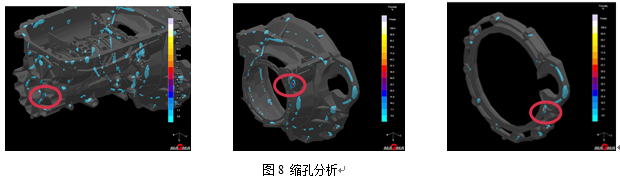
表1:模流分析工艺参数表 图4为填充温度分析。可以看出,型腔100%填充后,铸件整体的温度在620~640℃,均高过液相线温度578℃,铸件因铝液温度下降出现冷隔的风险较小。图5为填充速度分析。,可以看出,铸件在内浇口的速度值约为55 m/s,符合设计要求。图6为凝固过程分析。凝固过程中的温度场变化,显示了从料饼到关键部位的补缩路径,孤岛区域在25%以上,容易有缩孔。表明孤岛区域有缩孔风险。图7为热节分析。可以看出铸件内部存在局部厚大区域,容易形成热节。图8为缩孔分析。可以看出热节处容易产生缩孔,可以应用点冷工艺加强冷却或挤压工艺增加铝液的补缩。通过工艺分析,选择高压冷却水冷却工艺。
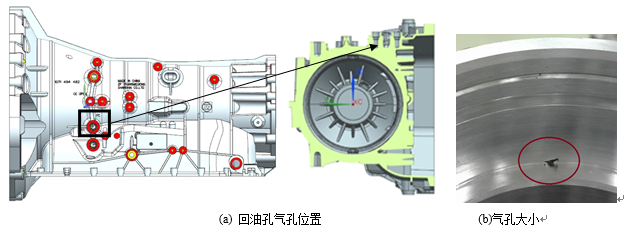
4、压铸工艺参数 压铸工艺参数选择是:低速压射速度为0.2±0.1 m/s;高速压射速度为5.5±0.5 m/s;高速距离为550±10 mm;增压距离为650±10 mm;浇注温度为660±10℃ 5、机器人自动取件 因为产品净重为15.18 kg,浇注系统质量为9.32 kg,采用机器人取件。取件手由3部分组成,分别是左侧的三爪卡盘定位机构、右侧的气缸连杆夹紧机构和下方料柄抓紧机构组成。首先,左侧的三爪卡盘伸进制品左侧的圆孔内,并撑开涨紧,固定产品位置。 其次,右侧连杆夹紧机构通过外面的两个支撑柱顶住产品,2个仿形夹爪通过2组气缸进行夹紧。2个仿形夹爪的夹紧位置选择在工件的2个加强筋位置,防止了工件变形的可能。 最后,料柄抓紧机构通过下方平行气缸夹紧料柄,平行气缸上方装有带导轨的软浮动机构,可以保证在夹紧料柄的同时自动对准料柄的中心。 二、压铸缺陷分析及改进: 产品油冷器回油孔直径为14 mm,深度为6 mm,采用密封圈进行密封,要求孔内腔表面气孔直径小于0.4 mm,间隔大于8 mm,数量小于3个。实际试制发现,缩孔尺寸为2 mm×1.5 mm×2 mm,严重超标,比例达到90%,会导致产品泄漏。缩孔缺陷位置及大小见图9。
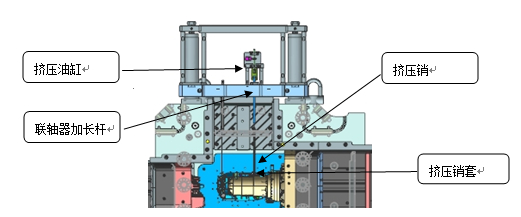
图9:回油孔气孔位置及大小 缩孔产生的原因是,油冷器回油孔位置局部厚大,达到20 mm,属于热节,由于孔表面起密封作用,质量要求非常高,即使压铸出毛坯孔也不能有效保证。 针对产品油冷器回油孔位置局部厚大产生缩孔问题,通过在模具上滑块对应位置增加挤压销进行解决。挤压有2种方案,一种是面挤压,效果较好,可以有效解决内部有较大的缩孔问题,但挤压销套需要打磨或加工去除,孔加工余量大,制造成本高;另一种是孔挤压,效果一般,只可以解决孔表面较小的缩孔问题,但没有销套残留,孔加工余量小,制造成本低。由于该产品回油孔缩孔缺陷较小,通过综合考虑,选择孔挤压。上滑块挤压方案见图10。挤压销和挤压销套结构见图11和图12。
图10:挤压方案
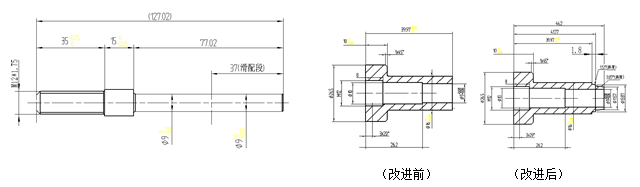
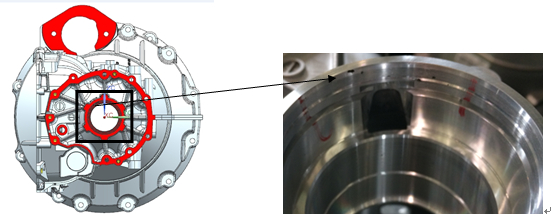
在实际应用过程中挤压销工艺压效果不好,加工完成仍然有缩孔产生。主要原因是孔加工完成后是台阶孔,导致孔的加工余量较大,挤压量不足以消除缩孔。通过改进挤压针套,按照台阶孔尺寸进行仿形挤压,使孔的单边加工余量保证在0.5 mm,有效解决缩孔问题,合格率达到100%。挤压销套改进见图12。 产品小端轴承孔,直径为73 mm,深度为30 mm,安装一个刚性轴承和一个塑性轴承,要求孔内腔表面气孔直径小于0.7 mm,间隔大于15 mm,数量少于3个。实际试制发现,缩孔直径为3 mm,超出产品质量标准,发生比例达到45%,影响产品的装配性。缩孔缺陷位置及大小见图13。
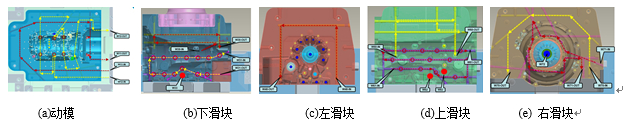
图13:轴承孔缩孔位置及大小 原因是缺陷位置属于最后充填位置,模具温度较低,容易产生缩孔。针对产品小端轴承孔缩孔,重点是控制模具温度,措施如下。 (1)通过使用模温机来进行模具温度平衡控制。动模设计W11、W12 两组;下滑块设计W30、W31 两组;左滑块设计W40 一组;上滑块设计W60、W61 两组;右滑块设计W70、W71 两组,模温机设定模具温度为220±10 ℃,回油温度为170±10 ℃。实际使用时,需要模具上模完成后,打开模温机进行预热,全部直冷、点冷暂不开,约1 h模具回油温度达到标准后,开始增压高速热模。模温控制设计见图14。
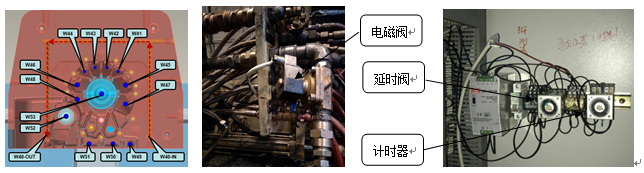
图14:模温控制设计 (2)通过增加电磁阀对模具左滑块高压冷却水冷却时间进行控制。左滑块W45-53是普通冷却水道,W41-W44是高压冷却水道。电磁阀收到压铸机射头移动信号后,通过延时阀、计时器进行高压冷却水工作时间控制,避免高压冷却水长期工作,降低模具局部温度。由于收到电磁阀信号立即开始冷却,延时阀设定0 s;由于留模时间设定20 s,计时器设定15s。冷却时间控制见图15。 综上所述,通过模温机、高压冷却水冷却时间控制措施,有效地保证了产品压铸过程中,模具温度稳定在220 ℃左右,解决了缩孔问题,缺陷比例降低到0.2%以下。
图15:冷却时间控制 三、结论 (1)通过模流分析,可以有效地评估产品压铸工艺设计的可行性及可能发生缺陷的位置,优化工艺设计,避免模具报废或重大维修。 (2)通过灵活应用挤压工艺,可以在满足产品质量要求的前提下,降低产品的制造成本,实现精益生产。 (3)通过设计辅助工装,控制高压冷却起点和持续时间,可以有效地调整模具温度,使模具整体温度平衡,避免压铸缺陷产生。
作者: |
.jpg)
.jpg)
.jpg)
.jpg)
.png)