.jpg) 摘要:针对一种材质为GW63K的复杂薄壁镁合金筒形件的结构特点和工艺难点,开展复合铸型铸造工艺研究。根据铸件结构,设计了基于不同型砂的复合铸型铸造工艺,利用ProCAST软件进行数值模拟仿真,并根据模拟结果进行凝固顺序调整,优化铸造工艺,最终达到顺序凝固。试验结果表明,复合铸型铸造工艺条件下的铸件内部质量达到了HB7780-2005中I类铸件要求,T6态力学性能满足抗拉强度≥280MPa,伸长率≥3%。 随着航空航天领域和汽车领域的发展,对结构件的轻量化要求越来越高。镁合金由于密度小、比强度高、比弹性模量大、散热性好、耐有机物和碱的腐蚀性能好等特点,被广泛应用于航空航天、汽车领域的结构件制造。但镁合金由于化学性质活泼,在熔炼及充型过程中非常容易氧化、燃烧,铸造工艺难度大。近年来,各个行业领域对镁合金复杂薄壁类铸件(曲线型面、多筋多凸台、结构大)的内部品质、表面品质、尺寸精度及质量等提出的要求越来越高,因而制造难度明显增大。且此类铸件一般都需经过100%X射线检测和荧光检测,不允许存在超标的缩松、气孔、裂纹、夹渣、表面裂纹等缺陷,进一步增加了铸造工艺难度。 传统的铸造工艺有砂型铸造、金属型铸造、熔模铸造等,都存在各自的优势与不足。随着客户对铸件要求不断提高,单一铸型已无法满足要求,因此提出基于多种铸型的复合铸型思想,来实现高品质铸件的生产。本课题针对某材质为GW63K的复杂结构薄壁筒形件,运用复合铸型,通过不同种类的型砂的激冷能力的不同来调控铸件凝固过程的整体温度场,从而调整铸件各部位的凝固顺序,实现顺序凝固,提高铸件的内部和表面品质,达到生产合格产品的目的。 1、零件特点和工艺性分析 零件外表面形状为圆柱状筒形件,轮廓尺寸为Φ340 mm×410 mm,最薄壁厚仅为4 mm,见图1。舱体需100%进行X光检测及荧光检测并按HB7780-2005的Ⅰ类铸件要求验收。铸件内腔结构复杂,内壁上凸台较多,凸台位置壁厚尺寸较大,达到22 mm,舱体壁厚极不均匀,壁厚差大,铸件材质为GW63K铸造镁合金,该镁合金凝固区间较宽,主要呈糊状凝固,铸件易产生缩松、缩孔、裂纹、偏析等铸造缺陷。 对于此类铸件,传统采用砂型铸造,浇注系统由直浇道、“十”字形横浇道及立筒缝隙内浇道组成,采用差压浇注。其不足之处在于砂芯中需要放置大量的冷铁以及激冷砂,造型工序比较繁琐,铸件内腔表面质量差,尺寸精度低,打磨工作量大,难以满足复杂内腔结构件的高尺寸精度和表面质量的要求,且铸件质量不稳定,铸件工艺出品率低。实践证明,单一铸型已经难以满足客户对高品质铸件的要求,必须设计复合铸型铸造工艺,充分发挥各种型砂的性能优势,实现高品质铸件的铸造成形。
图1:筒形件三维模型图 2、铸造工艺设计 2.1 浇注系统设计 为了保证铸件的内部质量,该筒形件采用低压铸造成形,合金液自下而上平稳充型,减少氧化,铸件在一定的压力下进行凝固,组织致密度优于重力铸造致密。设计筒形件的浇注系统见图2,整个浇注系统的形式为底注雨淋式浇注系统,由直浇道、环形横浇道和扁平内浇道组成。底注雨淋式的优点为铸件的工艺出品率高,切割、粗加工等后处理工序简单。环形横浇道与直浇道的连接采用“十”字形浇道,有利于合金液的流量分配更加均匀合理,各个内浇口进入型腔的合金液的温度也更加均匀。 由于镁合金非常容易氧化,8个直浇道在筒形件下端框处均匀分布,合金液自下而上平稳充型,减少了合金液的飞溅、卷气等,减少合金液的氧化,从而减轻合金液的气孔、氧化夹渣缺陷倾向。铸件上方的8个冒口也具有贮气和集渣的作用,进一步减轻了合金液的气孔、氧化夹渣缺陷倾向。同时型腔上方的合金液一直比下方的合金液先进入型腔,整个浇注和凝固过程中上方的合金液温度一直低于下方的合金液温度,有利于实现自上而下的凝固顺序,充分发挥内浇道的补缩作用,减轻铸件的缩松倾向,提高铸件的致密度。
图2:浇注系统设计 2.2 激冷系统设计 由于铸件内部存在凸台结构,易形成热节,造成收缩类缺陷,因此需要在工艺设计时采用相应的冷铁来调整局部冷却速度,设置合理的温度场避免铸件出现缺陷。设计内部的冷铁结构见图3。在舱体砂芯上下端框等厚大部位和所有凸台处都放置专用冷铁,冷铁材质采用生铁,提高厚大部位、凸台处的冷却速度,避免这些部位在凝固后期形成孤立液相区,使铸件实现顺序凝固,从而减少缩松等缺陷的产生,增加组织致密度,提高内部质量。
图3:冷铁结构及分布示意图 2.3 复合铸型设计 为最大限度地实现浇注系统对铸件的补缩,发挥低压铸造的优势,结合型砂的激冷能力设计由上而下的凝固顺序,设计铸型结构见图4,采用无模切砂的方式制备各部分砂块,外部砂型共分为7层,最上面第1层是硅砂层,第2层是铁砂,第3层铬铁矿砂层,第4层是宝珠砂层,第5层、第6层、第7层是陶粒砂层。砂芯由上而下分为4层,第1层为铁砂,第2层为铬铁矿砂,第3层为宝珠砂,第4层为陶粒砂。
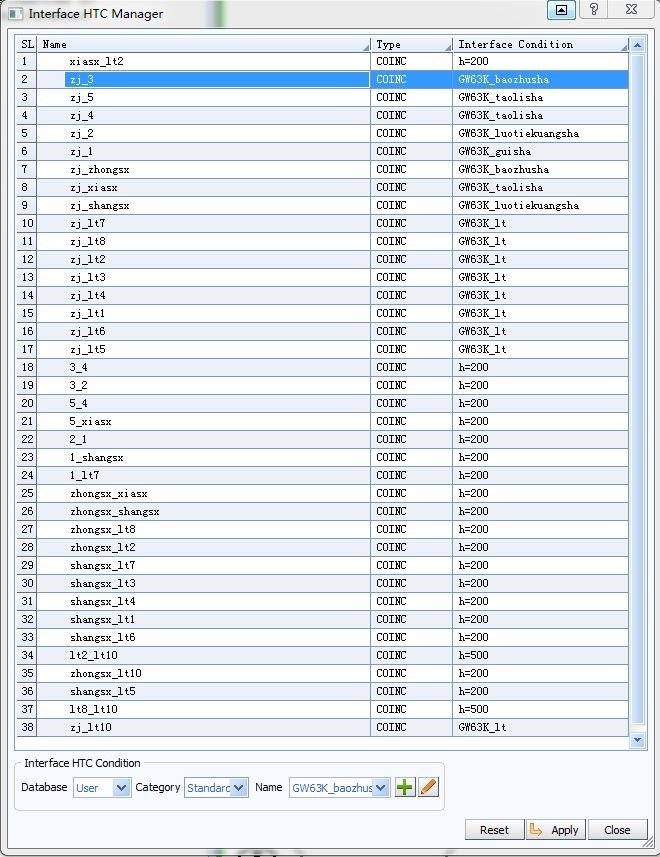
图4:铸型结构示意图 2.4 数值模拟分析 利用ProCAST软件对筒形件的铸造过程进行数值模拟,包括对铸件的充型过程、铸件凝固过程温度场变化,并对铸件进行缺陷预测分析。低压浇注工艺参数如下:升液速率为1.05 kPa/s、充型速率为0.8 kPa/s、结壳速率为1.1 kPa/s、结壳增压值为10 kPa、结壳时间为10 s、保压速率为1.1 kPa/s、保压增压值为25 kPa、保压时间为240 s。铸件、冷铁和各部分铸型之间的界面传热系数见图5。
图5:铸件、冷铁和各部分铸型之间的界面传热系数 铸件充型过程见图6。合金液通过内浇道进入铸件型腔后,首先进入铸件的下端框厚壁区域,随后流经舱体中部区域,之后流到上端框厚壁区域,最终从铸件底部由下而上逐步充满铸型型腔。铸件整体呈现自下而上依次充型,整个过程中,合金液充型比较平稳,直至全部充满型腔。在充型过程中,合金液平稳,不易发生卷气现象,气孔和氧化夹渣等铸造缺陷产生的倾向小。
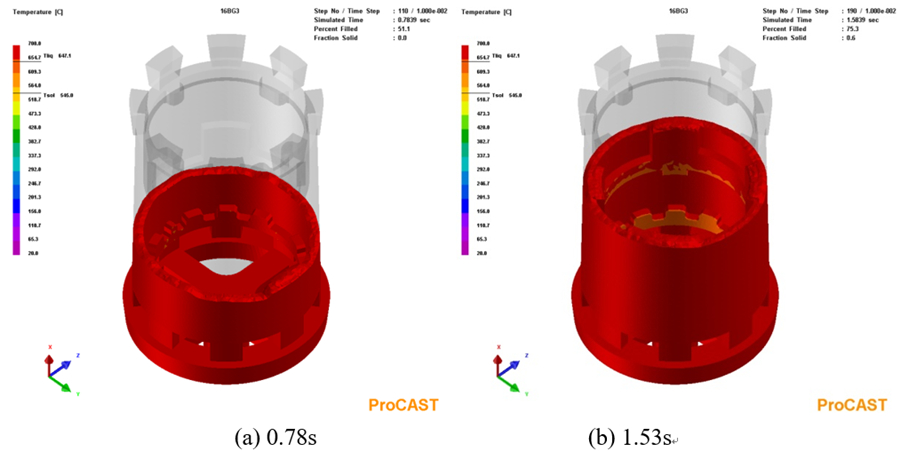
图6:铸件充型过程温度场 图7为合金液充型结束后凝固过程中铸件于不同时间的温度分布。可以看出,合金液充型结束后,铸件降温最快区域为铸件顶部的上端框处,因为该区域合金液最先进入型腔的,再加上上端框处放置着冷铁,合金液冷却速度较快,温度最低;冒口相对上端框部位的凝固温度更高,凝固时间更长,冒口对上端框区域具有一定的补缩作用。整个铸件自上而下温度逐渐升高,符合自上而下逐层顺序凝固的设想。随着时间延长,铸件整体的温度逐渐下降,但整个降温过程中铸件一直保持着自下而上温度逐渐升高的正温度梯度,这能最大限度地发挥冒口的补缩作用,降低铸件内部缩松类缺陷的倾向,对整个铸件的质量改善是有利的。但在铸件的局部区域存在一些热节,这些位置相对于周围在同一时间温度更高,凝固时间更长,在后期凝固过程中得不到周围合金液的补缩,容易出现缩松等收缩类缺陷。
图7:铸件凝固过程温度场 铸件模拟结果的缺陷预测见图8。可以看到,除了浇注系统和冒口中的缩孔、缩松缺陷外,在铸件的中下部薄壁区域和中部凸台之间的薄壁区域存在缩松缺陷倾向,这与铸件凝固过程温度场的模拟结果一致。结合铸造工艺,对缺陷的产生进行进一步分析,认为凸台处的冷铁厚度太厚,导致凸台区域的合金液冷却速度太快,在冷铁的作用下比附近薄壁区域的冷速还快,导致凝固过程中在凸台之间的薄壁区域出现孤立液相区,凝固后期得不到周围合金液的补缩,最终形成缩松缺陷。铸件中下部薄壁区域存在缩松缺陷倾向,是因为铸件下端框处设置的冷铁加快了下端框位置合金液的冷却速度,导致下端框处的凝固时间小于中下部薄壁处的凝固时间,中下部薄壁区域在凝固过程中存在孤立液相区,最终形成缩松缺陷。
图8:模拟结果缺陷预测 3、工艺改进措施 针对初始复合铸型工艺条件下筒形件铸件出现的缩松缺陷,对其复合铸型工艺进行了改进,取消下端框处的冷铁,依靠浇注系统对铸件进行补缩;将中部凸台处的冷铁的厚度由20 mm减小至10 mm,见图9。
图9:改进后的冷铁结构及分布示意图 在改进工艺的基础上,通过ProCAST对筒形件铸件的浇注充型过程、凝固过程以及缺陷预测进行模拟仿真,充型过程见图10。可以看出,合金液通过内浇道进入铸件型腔后,首先进入铸件的下端框厚壁区域,随后流经舱体中部区域,之后流到上端框厚壁区域,最终从铸件底部由下而上逐步充满铸型型腔,铸件整体呈现自下而上依次充型。整个过程中,合金液充型比较平稳,直至全部充满型腔。在充型过程中,合金液平稳,不容易发生卷气现象,气孔和氧化夹渣等铸造缺陷产生的倾向小。
图10:改进设计后铸件充型过程温度场 图11为合金液充型结束后凝固过程中铸件于不同时间的温度分布图。可以看出,合金液充型结束后,铸件降温最快区域为铸件顶部的上端框处。该区域合金液最先进入型腔,再加上上端框处放置着冷铁,合金液冷却速度较快,温度最低;冒口相对上端框部位的凝固温度更高,凝固时间更长,冒口对上端框区域具有一定的补缩作用。整个铸件自上而下温度逐渐升高,符合自上而下逐层顺序凝固的设想。随着时间延长,铸件整体的温度逐渐下降,但整个降温过程中铸件一直保持着自下而上温度逐渐升高的正温度梯度,能最大限度地发挥冒口的补缩作用,降低铸件内部缩松类缺陷的倾向,有利于改善整个铸件的品质。铸件的整个凝固过程中没有出现局部过热情况,完全呈现出自上而下的顺序凝固,铸件的缩松倾向相对于改进前大大减小。
图11:改进设计后铸件凝固过程温度场 铸件模拟结果的缺陷预测见图12。可以看到,除了浇注系统和冒口中的缩孔、缩松缺陷外,在铸件的中下部薄壁区域和中部凸台之间的薄壁区域的缩松缺陷得到消除,这与铸件凝固过程温度场的结果也是一致的。
图12:改进后的模拟结果缺陷预测 4、铸件浇注 采用无模切砂工艺制作改进后的复合铸型见图12。
图12:筒形件铸件复合铸型 按照模拟的低压浇注工艺参数浇注了筒形件铸件,见图13,铸件经X光检测后没有发现超标缺陷,符合HB7780-2005Ⅰ类铸件要求。经过T6热处理后抗拉强度为295MPa,伸长率为3.5%。
图13:浇注的筒形件铸件 5、结论 利用复合铸型结合低压的铸造工艺,实现了高品质镁合金筒形件的铸造成形,其内部质量满足HB7780-2005 I类铸件要求,T6态铸件抗拉强度为295MPa,伸长率为3.5%。
作者: 本文来自:《特种铸造及有色合金》杂志2021年第41卷第04期 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)
.jpg)
.jpg)
.png)