 原标题:挤压铸造A356.2铝合金发动机悬置支架的组织与性能 摘要:以挤压铸造A356.2铝合金发动机悬置支架为研究对象,对支架铸态组织、不同固溶时效热处理后的显微组织与力学性能,以及内部缺陷进行了分析研究。结果表明,挤压铸造A356.2铝合金铸态组织由α-Al相和Al-Si共晶组成,晶粒尺寸约为148μm、二次枝晶间距约为20 μm;经固溶时效处理后,共晶Si一部分溶入α-Al相中,一部分以粒状、球状形式分布在α-Al晶界;固溶时间、时效温度和时效时间对A356.2的力学性能有一定影响。试样经过535 ℃6 h固溶+170 ℃6 h时效+8 min水淬处理后,抗拉强度为340.5 MPa,屈服强度为274.5 MPa,伸长率为10 %,满足支架整体力学性能要求。 发动机悬置支架是汽车悬置系统中重要的零部件,它不仅支撑发动机的质量,而且传递作用于发动机的力和力矩,因此,悬置支架需要具有足够的强度、刚度和使用寿命。目前,发动机悬置支架大多采用球墨铸铁铸造。汽车轻量化背景下,能否在满足悬置支架力学性能要求的前提下,采用质量更轻的铝合金来代替球墨铸铁生产悬置支架是本课题研究的主要目的。若采用其他铸造工艺生产该零件,铸件内部品质以及力学性能难以保证。本课题主要研究固溶时效热处理工艺对挤压铸造A356.2铝合金发动机悬置支架显微组织与力学性能的影响,为工业化生产提供指导。 1、试验方法 约为19 mm,零件热处理后本体取样的力学性能要求:硬度(HB)≥100,抗拉强度≥310 MPa,屈服强度≥250 MPa,断后伸长率≥8 %,且铸件内部无气孔、缩孔、缩松、夹杂等缺陷。
图1:铝合金发动机悬置支架实物图 1.1、试验材料和方法 试验材料为A356.2铝合金,其成分见表1。合金熔炼过程中需进行除气、除渣和变质处理。采用Sr变质处理, Sr含量为0.01%~0.045%。试验中选用宇部HVSC800PL卧式挤压铸造机,冲头直径为Φ125mm,将内浇口设置在发动机悬置支架壁厚最大的位置,使金属液在冲头作用下反重力充型,见图2。挤压铸造工艺参数:挤压比压为100 MPa,浇注温度为700 ℃,模具温度为200 ℃,挤压速度(冲头运动速度)采用分段调速,即第一段冲头速度设置为180 mm/s,第二段冲头速度设置为80 mm/s,第三段冲头速度设置为50 mm/s,保压时间约为75 s。
表1:A356.2铝合金的化学成分
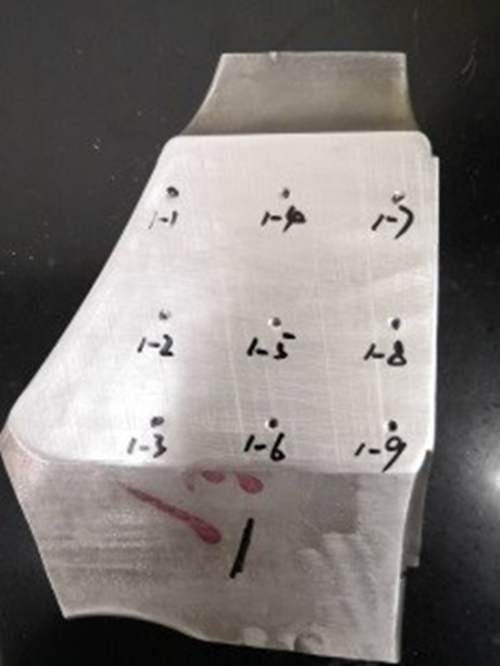
图2:铸件反重力充型示意图 1.2、热处理工艺 挤压铸造铝合金悬置支架采用固溶时效热处理。试验选定了4种热处理方案:方案①:535℃4 h固溶+155 ℃6 h时效+8 min水淬;方案②:535 ℃4 h固溶+160 ℃7 h时效+8 min水淬;方案③:535 ℃6 h固溶+ 170 ℃6 h时效+8 min水淬;方案④:535 ℃6 h固溶+180 ℃6 h时效+8 min水淬。 1.3、显微组织分析及内部缺陷观察 显微组织观察试样需经过粗磨、细磨、抛光、腐蚀,腐蚀后的试样用无水酒精清洗干净,并用冷风吹干。腐蚀剂为体积分数为2%的HF溶液。在Leica DFC295光学显微镜下观察显微组织形貌。固溶时效处理的悬置支架内部采用X-射线无损探伤检测,观察其内部缩松、缩孔、裂纹等缺陷。对悬置支架中可能存在的夹杂缺陷,采用显微镜对拉伸试棒断口进行宏观观察。 1.4、力学性能测试 从热处理后的支架中随机选取试样进行测试,在支架中间部位选取9个测试点,见图3。硬度在HBE-300M布氏硬度计上测量,载荷为500 kN,加载时间为25 s,测量结果取平均值。在支架本体截取拉伸试棒进行力学性能测试,截取位置分别距离内浇口15 mm与55 mm,见图4。拉伸试棒见图5。拉伸试验采用三思UTM5105拉伸试验机,载荷为100 kN,加载速度为1 mm/min。每种热处理状态下同一位置的拉伸试样取2个,力学性能均取2次拉伸的平均值。
图3:硬度取样点位置
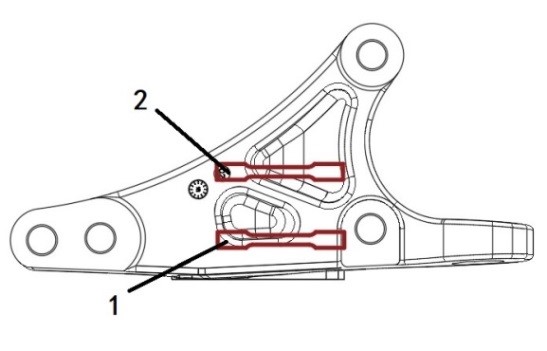
图4:拉伸试样取样位置示意图
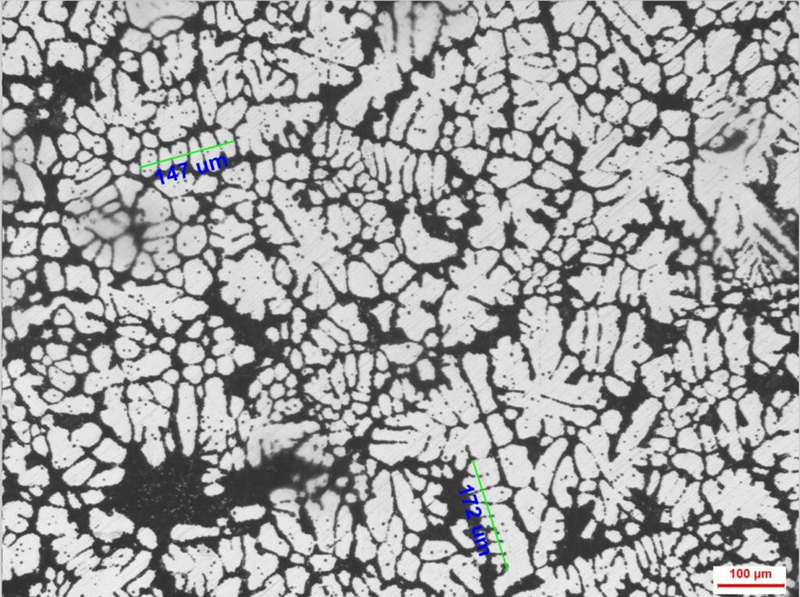
图5:拉伸试棒尺寸 2、试验结果与分析 2.1、显微组织 图6为挤压铸造A356.2铝合金的铸态显微组织。其中,灰色的树枝晶为α-Al基体,黑色团状区为Al-Si共晶组织,位于树枝晶界,共晶硅呈纤维和短棒状。由于A356.2合金中镁含量较低,导致铸态组织中Mg2Si相数量少且较细,在光学显微组织中不容易被发现。利用ImageJ图像处理软件对挤压铸造A356.2铝合金铸态组织分析,得出α-Al晶粒尺寸约为148 μm,二次枝晶间距约为20 μm。挤压铸造A356.2铝合金的晶粒尺寸与二次枝晶间距均小于金属型重力铸造、低压铸造尺寸,是因为铝合金液在高压下成形和凝固,铸件与模具型壁贴合紧密,冷却速度加快,晶粒得到明显细化。
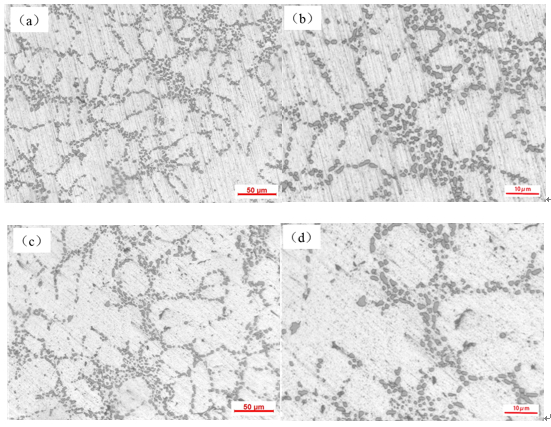
图6:挤压铸造A356.2铝合金铸态显微组织 图7为挤压铸造A356.2铝合金固溶时效处理后的显微组织。图7a、图7b中椭圆形树枝状组织为α-Al基体,树枝间隙为共晶组织(α+Si),其中灰色颗粒为共晶Si。对比铸造组织可以发现,经固溶热处理,共晶组织形态发生较大变化,是因为共晶组织中Si相部分固溶到α-Al相中,导致Si相含量减少。随着固溶时间增加,α-Al相由椭圆形向圆形转化,见图7e、图7g。从图7b、图7d可以看出,当固溶时间为4 h时,可视区内共晶Si呈离散分布,且颗粒数量较多;从图7f、图7h可以看出,当固溶时间增加到6 h时,共晶Si数量减少,且共晶Si尺寸也有一定程度减小,而时效温度提高到180 ℃时,共晶Si数量明显减少,Si越来越孤立且长大粗化,由粒状、球状向片状转变。
图7:不同热处理方案下挤压铸造A356.2铝合金显微组织 2.2、力学性能 不同热处理试样的力学性能数据见表2。可以看出,经4种固溶时效,A356.2铝合金硬度变化不大,均超过100HB,满足发动机悬置支架的硬度要求。经方案1热处理后,试样的平均抗拉强度为308 MPa,屈服强度为243 MPa,断后伸长率为7%,3项力学性能指标均不能满足使用要求。经方案2热处理后,试样的平均抗拉强度为312.5 MPa,屈服强度为264 MPa,断后伸长率为5.5%,在此方案下,抗拉强度和屈服强度均超过使用规定值,但断后伸长率不能满足使用要求。方案3热处理下,试样的平均抗拉强度为340.5 MPa,屈服强度为274.5 MPa,断后伸长率为10%。可见,试样经方案3热处理后,试样的3项力学性能指标均超过了使用规定值,其中抗拉强度超过30.5 MPa,屈服强度超过24.5 MPa,断后伸长率超过25%。方案4热处理下,试样的平均抗拉强度为313 MPa,屈服强度为268.5 MPa,断后伸长率为5%。在此方案下,试样的抗拉强度和屈服强度超过使用规定值,但断后伸长率不能满足使用要求。
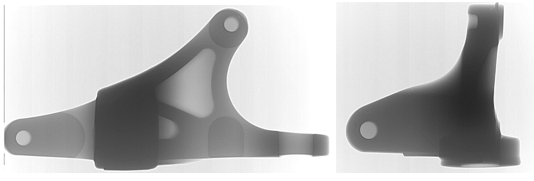
表2:不同热处理方案下试样的力学性能 从试验结果看,在固溶温度(535℃)不变时,固溶时间、时效温度和时效时间对A356.2铝合金的力学性能均有一定的影响。固溶时间过短,不利于Si、Mg元素在α-Al相中充分扩散与溶解,降低固溶强化效果;固溶时间过长,会导致α-Al相粗化,降低材料的力学性能。A356.2铝合金的固溶时间取6 h比较合理。 铝合金在时效处理中显微组织发生了α-Al→G.P.区→β′相→β相的转变过程,转变过程中伴随强化相β′的析出,β′相与α-Al基体保持半共格,使晶格发生严重畸变,而起到强化作用。如果β′相能充分弥散均匀析出,可使强化效果达到最佳。当时效过程进一步延长时,β′相将进一步转化为稳定的β相。β相与α-Al基体是非共格关系,对基体的强化作用较弱,如果在时效处理过程中,β相发生粗化,对基体的强化作用将更差。因此,时效处理时,需要合理设置时效温度和时效时间,以控制强化相的析出。时效温度和时效时间主要影响共晶硅颗粒以及强化相的形态和分布。方案4与方案3相比较,将时效温度由170 ℃提高到180 ℃,试样的力学性能均出现明显下降,尤其伸长率降低50%。这是因为,时效温度提高后,共晶Si出现一定程度的粗化,且颗粒圆度得不到保证,从而导致材料力学性能下降。 2.3、内部缺陷 对悬置支架中可能存在的缩孔、缩松以及气孔缺陷,采用X射线进行无损探伤检测,检测结果见图8。可以看出,铸件未发现明显的黑点、显微缩孔以及树枝状的暗区,支架内部品质良好,缩孔、气孔≤ASTM(美国材料与试验协会)E115一级,满足产品使用要求。试验中,将内浇口设置在发动机悬置支架壁厚最大的位置,且铝合金液在冲头作用下反重力充型,可以方便支架排气、凝固补缩,对减少或消除支架中气孔、缩孔、缩松等缺陷是有利的
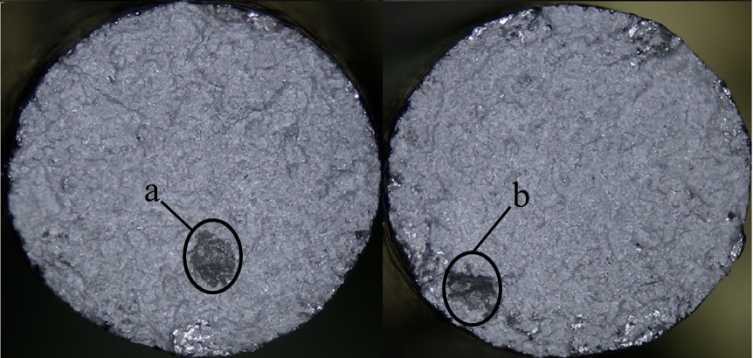
图8:X射线探伤检测 图9为部分拉伸试棒的宏观断口形貌。可以看出,试棒中存在着不同程度的夹杂物(图中a、b处),夹杂物的存在会影响铸件的力学性能。铝合金铸件中常见的夹杂物缺陷主要有氧化物夹杂以及熔炼剂夹渣等,需要根据具体生产情况分析夹杂物可能产生的原因,提出相应的解决办法如。比如,夹杂物如果是氧化夹杂,应在铝液表面加覆盖剂,以及定时进行扒渣,及时去除熔液表面氧化物;如果夹杂物是因为脱模剂及熔炼剂混入引起的,则应控制脱模剂与熔炼剂用量,并每隔一段时间对模具进行清理。
图9:拉伸试棒宏观断口 3、结论 (1)挤压铸造A356.2铝合金铸态组织由α-Al相和Al-Si共晶组成,晶粒尺寸与二次枝晶间距均小于金属型重力铸造、低压铸造尺寸;经固溶时效处理后,共晶Si以粒状、球状形式分布在α-Al晶界。 (2)A356.2铝合金悬置支架合理的热处理方案为:535 ℃6 h固溶+170 ℃6 h时效+8 min水淬,热处理后其抗拉强度为340.5 MPa,屈服强度为274.5 MPa,伸长率为10%,满足支架整体力学性能要求。
(3)将内浇口设置在发动机悬置支架壁厚最大的位置,且采用反重力充型的挤压铸造工艺,可以减少或消除支架中气孔、缩孔、缩松等缺陷。 本文来自:《特种铸造及有色合金》杂志2020年第40卷第02期 |




.png)
.jpg)
.jpg)
.jpg)
.jpg)
.png)