.png) 针对某新款汽车发动机铝合金下缸体的结构特点,在其压铸模具开发中采用鹰嘴式进料,分4区排气的浇注系统,解决了零件成形困难、卷气严重、内部气孔等问题。设计了5个铸铁镶嵌件的安装方式和230 ℃的预热温度,解决镶嵌件安装定位和分离问题。入料对正的长型芯,采用YXR33/W360高韧性材料,Dura-AR表面电浆处理并增加高压超点冷,解决了型芯容易冲断和烧伤问题。在高压油道孔部位设计挤压销,挤压油缸设计冷却板,解决了缩孔问题并保证连续生产。 一、下缸体的特点 下缸体是将原铸铁缸体下部的曲轴部份与上部的缸套部份分开,上部仍采用铸铁,下部采用铝合金,既可以保持了铸铁缸体的优点,又减轻了铸铁缸体的质量,分离的缸体曲轴部分便称为下缸体。本文介绍的某新款下缸体见图1,铸件轮廓尺寸为390 mm×350 mm×170 mm,平均壁厚为7 mm,铸件质量为6.05 kg,材质为A380合金。下缸体与曲轴连接部位放置了5个铸铁镶嵌件,此5个铸铁镶嵌件经后续加工作为轴承座。5个铸铁镶嵌件应在每次生产合模前安装在模具里,压铸后与铝合金一起成为下缸体的一部分,且不允许有分离现象。含铸铁镶嵌件的铸件总质量为7.41 kg。 该铸件壁厚差异大,最大壁厚处为22 mm,最小壁厚仅为2 mm,模具温度极不平衡;中间放置5个铸铁,见图1a,在材质不同及温度差异的情况下,容易分离;下缸体5个放铸件部位两侧壁部位最薄处铝料厚度只有2mm,影响铝液的流动充型和补缩能力,且两侧为加工面。为避免加工后产生气孔外漏,两侧的加工余量尽可能少,加工余量设计最少为0.35 mm;铸件的滤清器安装面见图1b,并且有两条高压油道孔,因此内部质量要求严格。检验标准:0.29MPa压力下,泄漏量小于2 mL/min。其中,高压油道孔Ⅰ为斜孔,由于模具结构限制,不预铸孔,由后期机加工出,高压油道孔Ⅱ预铸。 此款下缸体由于集成高压油道,滤清器安装等更多功能,压铸难度大,因此需针对压铸生产要点设计相应的解决方案。
图1:铝合金下缸体 二、浇注系统设计 进料系统设计 下缸体的滤清器面和高压油道孔一侧内部质量要求严格,应优先保证。设计采用鹰嘴式单边进料,鹰嘴式进料结构见图2a,是一种内浇口鹰嘴状射向产品壁的进料方式,由于入料角度与产品形状大体一致,见图2b,进料更为顺畅,铝液更容易冲向产品底部,有利于气体的排出和压力传递及补缩,保证了产品动模侧滤清器面和高压油道孔的成形和内部质量。为防止打水口时崩入产品,在水口位置设计了高2 mm,外形比入料口宽2 mm的防打崩凸台,见图3箭头。根据以上的设计进行了入料的数值模拟分析,分析结果见图4。
图2:鹰嘴式进料结构
图3:进料口防打崩凸台
图4:定模侧与动模侧充型过程模拟 由图4模拟结果可以看出,进料口先填充产品动模侧,再向水尾填充,且整体填充比较顺畅,没有发现明显紊流,符合设计的目的。 溢流排气系统设计 根据图4的进料模拟结果,在铝料的最后填充位置或铝料交汇位置设计溢流槽。图5为下缸体结构特点,可以看出,A和C区域为厚大部位,集中了产品的绝大部分铝料,B区域为薄壁位置,安装了铸铁镶嵌件后的铝料壁厚最薄处只有2 mm,形成5条狭长过料通道。 A区域的排气和C区域的填充十分困难,也容易产生卷气。溢流排气系统设计见图6,4个区域的末端各连接一个齿形激冷排气块。齿形激冷排气块集渣效果良好,配合真空机的使用可以解决厚度差异大而带来的流动性不足问题。在各个区域的气体能顺畅排出的情况下,一方面有利于降低产品内部气孔,另一方面减少模具的负压,有利于铝料填充。浇注系统的模拟结果见图7,可以看出,产品的各个部位填充和排气较顺畅,符合设计目的。
图5:下缸体的铝料分布示意图
图6:4区域排气
图7:浇注系统的模拟过程 三、铸铁镶嵌件安装设计 5个铸铁镶嵌件在模具上需要准确安装重复定位放置。为避免跌落,镶嵌件放置在静止的定模侧,见图8a,利用镶嵌件上的通孔做定位。在自动化生产模式下,利用机器人一次性把5个镶嵌件放置于模腔里。由于放置的位置精度不高,定模侧定位型芯与镶嵌件的通孔间隙需适当加大。通孔间隙既要保证镶嵌件能够顺利放置,又要避免由于间隙过大松动跌落。综合考虑后设计的配合间隙单边为0.17 mm,定位型芯前端设计圆弧和圆锥导向。动模侧的定位型芯的定位段长度设计为2 mm,与铸铁镶嵌件的通孔的配合间隙设计为单边0.025 mm,前端设计斜度导向。通过合模时动模侧的定位型芯插进铸铁镶嵌件的通孔,实现了铸铁镶嵌件的精确定位。铸铁镶嵌件的两端分别与动模和定模配合,防止铝料进入通孔。安装结构示意图见图8b。
图8:铸铁镶嵌件安装示意图 5个铸铁镶嵌件与铝合金不能分离[1]。模具镶块喷涂后的温度在150℃~200℃之间,铸铁镶嵌件通过使用电热箱提前加热至230 ℃。经机械手自动化安装,模具合模等过程,压射时铸铁镶嵌件的温度与模具温度基本一致,解决了铸铁镶嵌件与铝合金由于温差产生分离的问题,同时提高了压铸过程铝液的流动性。 四、高压油道孔Ⅰ位置的挤压销设计 高压油道孔Ⅰ为斜孔,压铸不预铸孔,孔由后期加工出。此处铸件壁厚达22 mm以上,容易产生缩孔。为最大限度消除缺陷,在高压油道孔Ⅰ的定模侧设计挤压结构。设计的挤压销直径为Φ12 mm,挤压行程为20 mm, 挤压方式为挤面。此种挤压形式是在铸件成型表面进行加压作用,铸件被加压的部位比实际高度高出一定距离,以免把铸件表面层冷料挤入铸件内部。挤压后铸件会产生一个圆环,见图9,通过后期加工去除。设计的挤压油缸为缸径Φ80mm的四方油缸。由于油缸安装于定模套板内,安装空间封闭,不利于散热冷却。油缸密封圈容易受过高温影响失效,影响生产的连续性。在油缸前端安装面设计运水冷却板以降低温度。挤压结构见图10。
图9:挤压产生的圆环
图10:挤压结构示意图 五、高压油道孔Ⅱ型芯设计 由于横向正对入料口,高压油道孔Ⅱ型芯受铝液高速冲击,容易变形折断,受铝液高温影响,铸件容易出现扣伤、烧伤等缺陷。型芯设计采用YXR33/W360高韧性材料,表面进行Dura-AR电浆处理,热处理后硬度(HRC)为52~54,表面处理后硬度(HV)为3600,提高了型芯的耐冲击能力。型芯内部设计Φ6mm超点冷孔(见图11),设置了内径只有Φ3mm的不锈钢点冷管的超点冷(见图12)。增加高压冷却设备,型芯的内部高压冷却水压力达到1.5 MPa。为增强冷却效果,避免受其他超点冷影响,设计了一个独立水座,单独连接高压油道孔Ⅱ型芯的超点冷。
图11:高压油道孔Ⅱ型芯
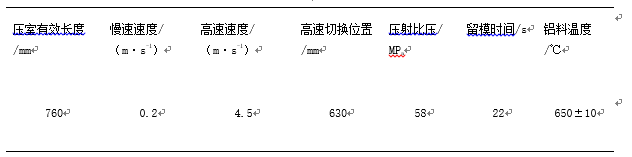
图12:高压超点冷 六、试制验证 该铸件全投影面积为193 515mm2,使用宇部16 500 kN压铸机生产,压射冲头直径为Φ130 mm。根据设计的模具参数以及零件的特点,制定了压铸试制的工艺参数,见表1。
表1:压铸试制工艺参数表 压铸试制发现水尾部位有冷隔和发黑缺陷,经测量此处模温只有120℃左右,在该部位上滑块减少2/3水冷流量再生产,缺陷消除。经机加工后的加工面和产品内部质量均达到技术要求。 七、结语 根据下缸体的结构特点,设计了鹰嘴式进料和区域排气抽真空的浇注系统,有效解决了下缸体铸件成形困难、内部卷气、缩孔、缩松的问题;设计了铸铁镶嵌件的合理安装定位,保证了模具连续正常生产;设计铸铁镶嵌件的预热温度为230℃,解决了铸铁镶嵌件与铝合金的分离问题;设计挤压销,解决了不加工的油道孔部位产生的缩孔问题;设计的型芯采用YXR33/W360高韧性材料,表面进行Dura-AR电浆处理以及增加高压超点冷,提高了型芯的使用寿命。
作者: |
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.png)