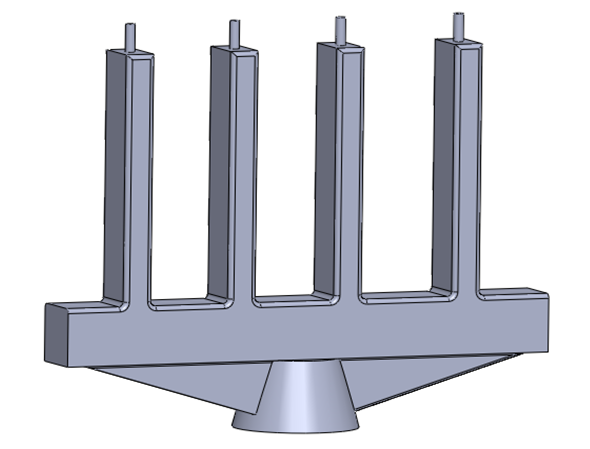
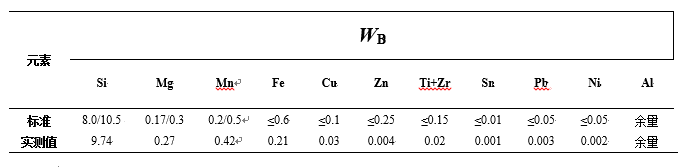
 原标题:重复热处理和补焊对低压铸造ZL104合金性能和组织的影响 Al-Si系铝合金是一种具有较好的综合力学性能和体积稳定性的铸造铝合金,目前被广泛应用于各类轻型发动机。低压铸造具有充型平稳、充型速率可控、温度场分布合理,并且在压力下凝固时有利于铸件补缩等特点,生产出的铸件力学性能好、组织致密,可以有效减少铸造缺陷,因此国内铝合金铸造越来越多的使用低压铸造的方式进行。 然而铝合金铸件,特别是Al-Si合金铸件的尺寸、组织和性能受限于铸造工艺和生产过程,铸造后结构件不可避免的存在气孔、缩孔、冷隔等缺陷,对其性能造成很大的影响[4]。特别是铝合金铸件在热处理之后,经过打磨处理、荧光过程中会发现需要二次补焊的缺陷。同时铝合金由于热导率大、热膨胀系数高,在焊接过程中容易出现裂纹、气孔、未熔合以及氧化膜或夹杂(主要是Al2O3)等缺陷,最终也会导致铸件出现二次补焊的情况,而现阶段尚未见多次补焊和重复热处理对低压铸造铝合金铸件组织和力学性能影响的研究。 本课题以ZL104合金为试验合金,采用低压铸造熔模板状试棒,针对反复补焊区域显微组织和力学性能展开研究,以其为低压铸造铝合金重复热处理和多次补焊铝合金铸件的生产提供数据参考 一:试验方法 以99.99%高纯铝、AlSi12A中间合金及99.99%精镁锭为原料,采用150 kg、加热功率75 kW电阻坩埚炉进行合金熔炼。合金经过熔化、氩气悬吹精炼、撇渣静置之后,将温度调整至720~730 ℃之间,采用熔模低压铸造方式,铸型为常温,浇注温度为730±5 ℃,升液/充型速度为120 mm/s,浇注压差为40 kPa,结晶时间为80 s。最终浇注成板状试样,试样尺寸为180 mm×40 mm×12 mm,试样结构见图1。采用OBLF-QSN-II发射光谱仪检测试验合金成分,结果见表1。通过Quanta FEI 400场发射扫描电镜附带的Oxford 50型能谱仪分析ZL104合金随着焊接次数的增加,检测各主要元素的烧损情况。试样焊接完成后按照HB963-2005Ⅰ类标准采用2515射线机,电流为12 mA,电压为65 kV,完成射线检测。
图1 板状试样
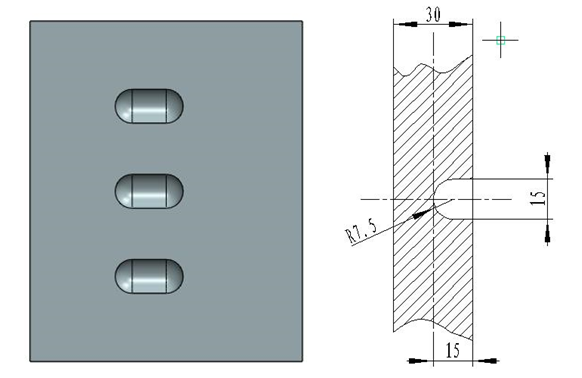
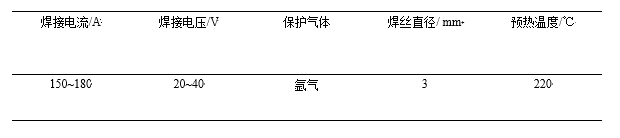
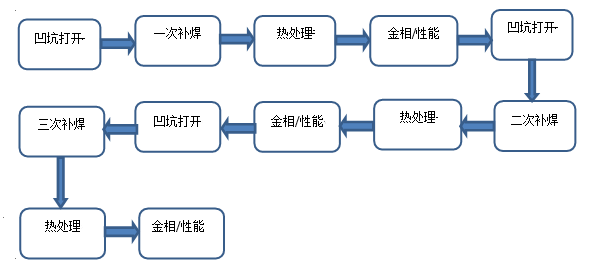
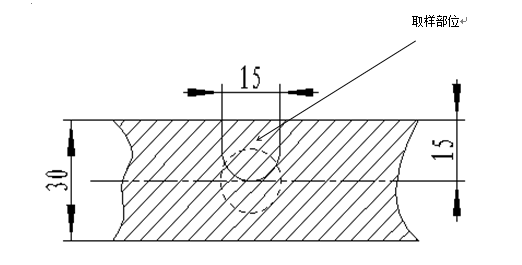
表1 ZL104合金成分(%) 在试样上直接机加出模拟补焊所需凹坑,二次、三次模拟凹坑应与一次模拟凹坑位置相同,见图2,采用氩弧焊补焊ZL104A板状试样的模拟补焊区域机加凹坑,焊接工艺参数见表2。具体试验步骤见图3 T6热处理:固溶温度为540±5 ℃,保温时间为12 h;淬火转移时间小于10 s,淬火介质为50~60 ℃水,水中保温时间为4~5 min。时效温度为175±5 ℃,保温11 h,出炉空冷。将焊接好的试样经T6热处理,在焊接区域加工出拉伸试样,区域见图4。 所需显微组织试样,经打磨、机械抛光后,使用1 mL HF+1.5 mL HNO3+2.5 mL HCl+95 mL H2O的溶液进行腐蚀,腐蚀时间15 s,然后用酒精吹洗干净,最后在EPIPHOT 300型金相显微镜上观察试样显微组织。根据图3中试验步骤需要,截取不同区域进行拉伸和硬度测试。试样拉伸标距为30 mm,中间直径为6 mm,在DDL50电子万能拉伸试验机上进行拉伸测试,拉伸速度为2 mm/min,测定试样抗拉强度、伸长率。试样硬度测试在THB-3000E电子布氏硬度计上完成。
图2 焊接部位机加工示意图[4]
表2 焊接工艺参数
图3 重复热处理与多次补焊试验步骤
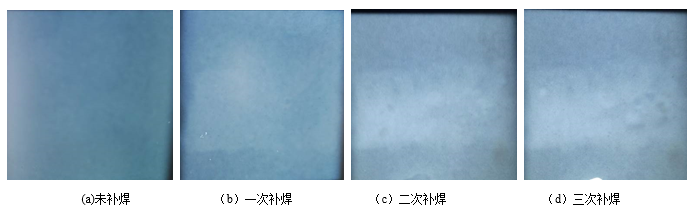
图4 取样部位示意图 二:试验结果分析 焊接接头的无损检测 图5为未补焊和补焊一次、二次、三次X射线探伤底片。可以看出,每次焊接后,旱区与母材过渡良好,经X射线检测符合HB963-2005Ⅰ类件要求,外观检查无宏观缺陷,经荧光检验未发现超标缺陷。
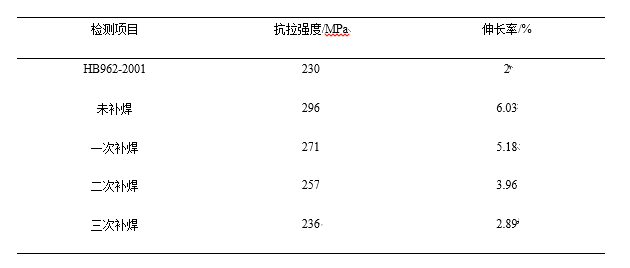
图5 X射线探伤底片 拉伸试验 分别对未补焊、一次补焊、二次补焊、三次补焊的试样按照试验步骤进行T6热处理。表3为抗拉强度和伸长率测试结果。可以看出,每次补焊后试样抗拉强度、伸长率均有所减小,且断裂位置均在焊接区域。一次、二次、三次焊接热处理后与未焊接试样相比,抗拉强度分别降低8.4%、13.1%、20.3%,伸长率分别降低14.1%、34.3%、52.1%。但多次补焊和热处理的试样抗拉强度、硬度均高于标准要求,这是由于低压铸造方式的优越性使铝合金的性能大幅度提高,可以补充流线缺陷对铝合金性能的不利影响。
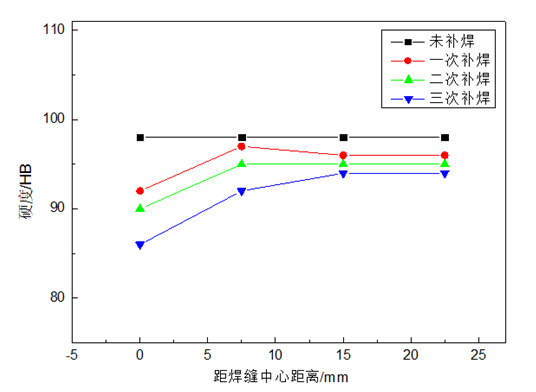
表3:力学性能检测结果 硬度试验 图6为未补焊、一次补焊、二次补焊、三次补焊试样经过热处理后焊接中心、离焊接中心区域7.5、15、22.5 mm处的硬度。可以看出,未补焊试样热处理后硬度(HB)最高达到98,三次补焊试样热处理后硬度(HB)最低,只有86,随着补焊次数的增加,试样整体硬度呈递减趋势,不过试样硬度只有小幅度降低,递减趋势不明显,试样硬度仍明显高于HB962-2001标准中硬度(HB)的要求。从图7中还可以观察到,一次补焊、二次补焊、三次补焊热处理后,补焊熔合区硬度均低于母材硬度,三次补焊后硬度下降了12.2%。
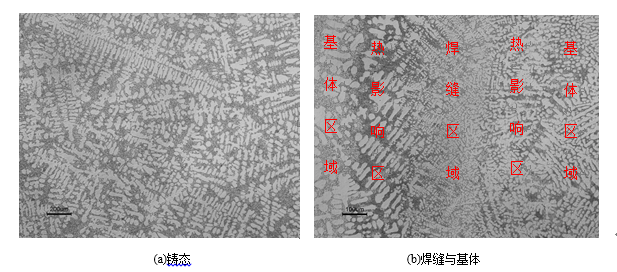
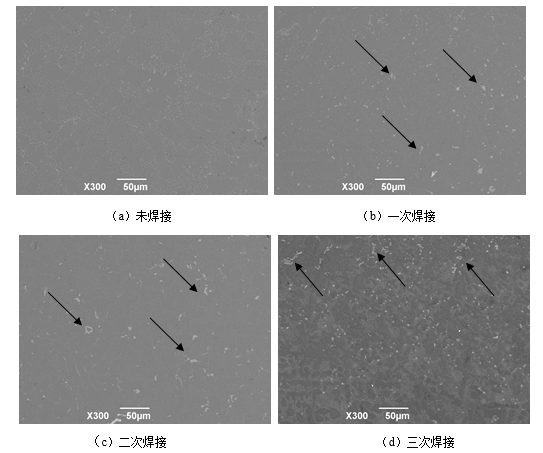
图7 重复补焊和热处理不同区域硬度分布 ZL104合金力学性能变化机制研究 铸态和一次焊接后试样中心区域金相组织见图8。可以看出,试样铸态组织为枝晶组织,铸造组织一般不够致密,具有微观缩松的倾向,在焊接的过程中容易出现直径很小的显微气孔[4]。并且焊后组织凝固速度较快,且Al-Si合金呈明显的枝晶组织,易于在得不到充分补缩时形成缩松。从图8b可以看出,焊缝区域组织、焊接热影响区与铸造基体组织存在较大差异,焊缝区域组织具有明显的条状第二相分布,其在试样拉伸的过程中割裂基体,对试样性能产生不利影响。从图8b中还可以看出,试样热影响区组织有所长大,根据Hall-Petch公式可知,晶粒越大,试样抗拉强度和伸长率越低。综上所述,多次补焊会导致试样性能有所降低。 进一步对未焊接区域以及三次焊接试样中心区域进行成分测定和组织分析,见图9和表3。从图9a中可以清晰看出,ZL104合金铸态组织为枝晶组织,其中存在微观缩松。而ZL104合金一次焊接中心组织出现直径为3~6 μm的颗粒状气孔(见箭头处),弥散分布在焊接区域。随着焊接次数的增加,气孔数量明显增加,见图9c、图9d。焊接气孔的出现表明试样组织致密度降低,而且气孔的出现会割裂铸件基体,在试样的拉伸过程中作为裂纹源,即试样伸长率随着焊接次数的增加而显著降低。 从表3可以看出,随着焊接次数的增加,Mg含量明显降低,这是由于Mg属于易烧损元素,因此在焊接的过程中造成Mg的烧损。而Al-Si合金的主要强化相为Mg2Si,焊接区域析出相明显小于母材,导致试样抗拉强度和硬度的降低。周中波等[7]研究表明,重复热处理会小幅度降低铝合金的抗拉强度和伸长率,补焊与重复熔铸有一定的相似性,也会导致试样硬度的小幅度降低[8]。
图8 未焊接试样和一次焊接的金相组织
图9 ZL104合金能谱分析面扫描组
表3 不同焊接次数中心区域化学成分 三:结论 (1)随着焊接和热处理次数的增加,ZL104抗拉强度逐渐降低,一次、二次、三次焊接热处理后抗拉强度相对于未焊接热处理试样分别下降8.4%、13.1%、20.3%。 (2)随着焊接和热处理次数的增加,ZL104伸长率下降明显,一次、二次、三次焊接热处理后抗拉强度分别下降14.1%、34.3%、52.1%。 (3)随着补焊次数的增加,硬度整体有降低趋势,焊接中心区域硬度相对母材降低最为明显。 (4)铸造原始铸态组织为枝晶组织,组织不致密,随着焊接次数的增加显微气孔数量有所增加导致试样伸长率和强度降低。 (5)焊接中心区域,Mg含量降低,导致析出增强相Mg2Si减少,ZL104合金强度和硬度也有所降低。
作者: |
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.png)