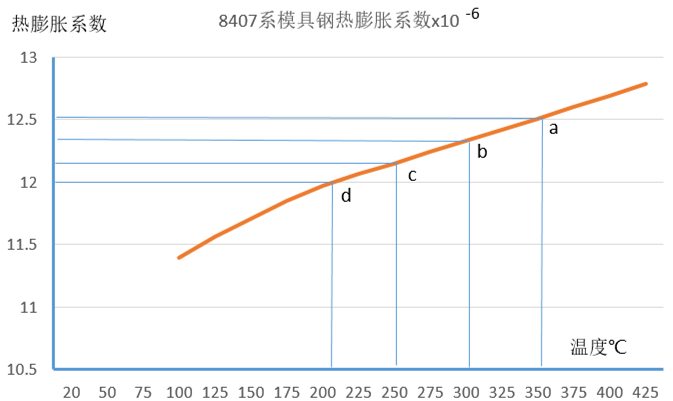
 摘要:压铸件包紧力在铝合金在模具内的冷却开始到顶出铸件的过程中,始终是动态变化的。重点分析模具材料与合金材料随温度变化对应有不同的热膨胀系数,模具设计时根据不同压铸合金选择不同的收缩率。压铸工厂在生产中因为温度变化造成的顶出铸件故障可以通过温度的调整来解决。 压铸合金的凝固过程中,铸件的收缩对模具产生包紧力,模具材料也在温度变化中收缩,铸件与模具的协同变化造成包紧力的动态变化。铸件从模具顶出后有一定的温度,在冷却至室温时还会收缩。模具设计手册推荐铸件的收缩率为0.4%~0.7%。这种动态的变化造成模具设计者选择收缩率出现困难。实际上铸件的包紧力与起模斜度,模具光洁度,顶杆布局,离型剂浓度,模具温度,铸件温度等都紧密相关。本课题仅从模具和铸件的收缩率,热膨胀系数进行分析,提供模具设计时选择模具收缩率的参数。并提供了一种压铸生产厂家在遇到因为温度变化引起的铸件顶出困难时的有效对策。 1.金属材料的热膨胀系数 压铸过程中涉及到的热膨胀系数主要是模具钢和压铸材料两个方面。 1.1.模具钢的热膨胀系数: 压铸模具材料常用8407,DIEVAR,H13,SKD61等都属于同一类型的金属材料。对于铝合金压铸,模具预热后的正常生产时的模具温度范围在75~425 ℃之间(见图1)。不同的压铸企业模具使用温度存在差异,企业可以根据大数据进行统计确认,以根据模具的使用温度选择对应的模具热膨胀系数。
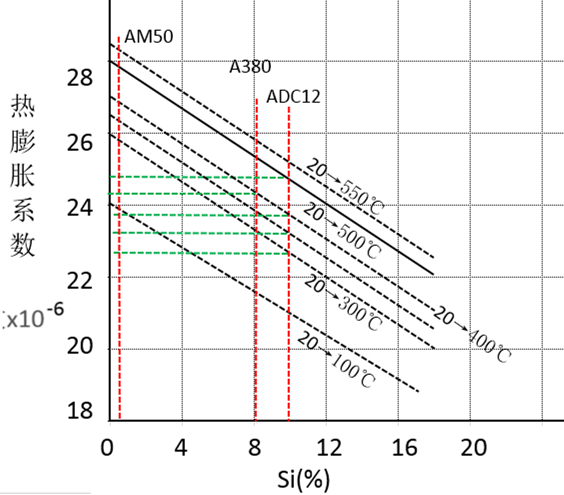
图1:模具材料的温度与热膨胀系数之间的关系 1.2.铝合金镁合金的热膨胀系数: 压铸铝合金、镁合金的热膨胀系数主要和Si含量有关。同一温度情况下Si含量越高,热膨胀系数越小.图2为3种常用压铸材料ADC12,A380,AM50的热膨胀系数,竖线是该材料成分需求的中值。压铸厂家可以根据自己公司的常用Si含量进行对应查询热膨胀系数。
图2:压铸合金的热膨胀系数 2.压铸模具收缩率的选定 压铸模具设计选择收缩率时需要根据模具材料,铝合金种类,压铸时模具的温度综合选择。 2.1压铸件和模具的温度: 模具设计时采用的收缩率定义是压铸件从模具顶出的瞬间开始冷却到常温的铸件尺寸的变化。测量的压铸铝合金是ADC12,模具是8407时的温度变化。热成像仪测量模具的Ar1区域最高温度是289.5 ℃(铸件顶出瞬间模具还在快速降温),测量的铸件的外部温度在350 ℃,内部约400 ℃(这种热成像仪测量温度有延迟,温度低于实际温度约50 ℃)(见图3)
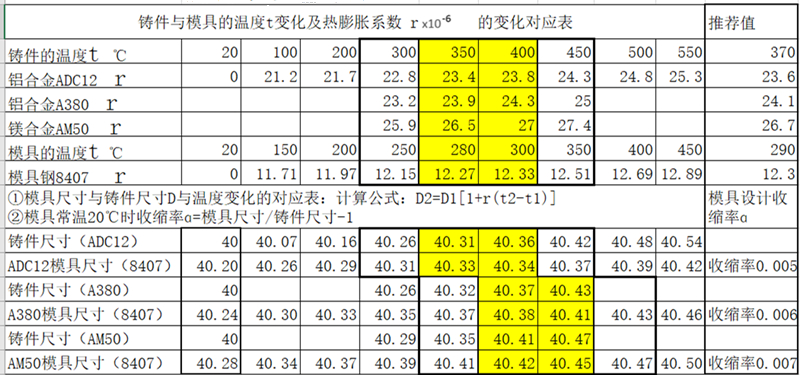
图3:模具的热成像温度 2.2模具钢材料和压铸合金材料热膨胀系数在不同的温度下对应表: 常用的3种压铸材料为ADC12,A380,AM50的热膨胀系数见表1。以压铸铝合金ADC12(熔点580℃)为例,模具材料选择8407.压铸件在模具内的温度t ℃从550℃开始下降到500℃,450℃,400℃,一直到室温20℃时,分别对应的热膨胀系数r 为25.3,24.8,24.3,23.8等至常温时定义为0。对应于铸件的温度,模具钢8407的温度分别为450℃,400℃,350℃,300℃(较铸件低100℃)时的热膨胀系数为12.89,12.69,12.51,12.33等。
表1:压铸件与模具温度变化的热膨胀系数变化对应表 2.3压铸合金的收缩率 从表1中看出,当铸件顶出模具时,铸件内部的温度350~400 ℃时,对应模具温度为280~300 ℃,此时ADC12铸件和8407模具的公称尺寸接近。经过测试模具和铸件的温度,以及统计生产中的模具的尺寸温度变化,确定了表1中合理的推荐值(黑色框外数据仅参考)作为模具设计需要的参考数据。当连续生产时,模具温度与铸件的温度变化趋于稳定。ADC12在顶出铸件温度为370 ℃,模具温度290 ℃分别对应的热膨胀系数为23.6和24.1×10-6℃-1,据此根据表1计算出ADC12的压铸件模具设计时收缩率0.005,同理推算出A380和AM50分别为0.006和0.007。 3.铸件顶出困难的原理及对策 压铸件在模具内顶出困难时采用烘烤铸件升温再顶出铸件的措施。当铸件在模具内顶出困难时,最常用的现场处理问题的方法是在铸件与模具的结合部位涂上一层油脂,然后用天然气烘烤铸件后能再次顶出铸件。方法简单有效。
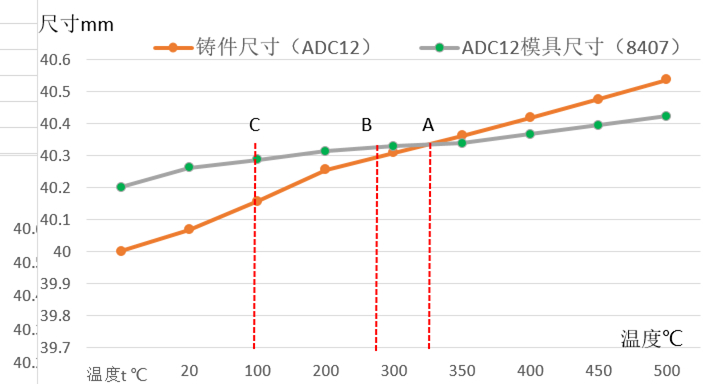
图4:铸件(公称尺寸为40mm时)与模具在不同温度下的尺寸变化 根据表1做出铸件公称尺寸为40mm时(其他尺寸斜率一样)和模具随温度的变化关系曲线见图4。可见铸件和模具的尺寸都会随温度的升高而升高,但是斜率不同,图4中的A点是铸件和模具膨胀量等同时的交叉点,随温度的再升高,铸件的尺寸>模具的尺寸。 造成铸件包模顶出困难的原因之一就是生产中的停顿使铸件温度下降到C区附近,铸件的收缩使尺寸小于模具的尺寸造成包紧力更大。采用烘烤方法使铸件的温度上升,热膨胀量增加到合理B区,甚至A区,大于了模具的尺寸,使包紧力减小,但也不可以任意温升过高,这样会减少铸件的强度导致顶穿铸件。在此过程中可以采用一边烘烤一边尝试顶出的方法,这种方法快速简单有效。否则需要下模具由模具工剔除的方法,费时费力。 4、结论 压铸件与模具钢的热膨胀斜率不同,其中的相交点是两者的热膨胀量相等的点。压铸企业在生产中遇到铸件包模顶出困难时采用烘烤铸件升温的方法,使铸件的热膨胀量达到斜率的交点附近时能大幅度的减少铸件的包紧力,从而顺利的顶出铸件。
作者: |

.jpg)
.jpg)
.jpg)
.jpg)
.png)