 摘要:通过Flow-3D仿真软件,对镁合金散热器普通压铸及真空压铸进行模拟仿真,对比充型过程的缺陷和卷气结果,并进行试制产品。通过分析普通压铸和真空压铸件的微观组织和力学性能。结果表明,真空压铸能够获得充型完整、外观优良的镁合金压铸件,并且其抗拉强度和伸长率较普通压铸件分别提高14.1%和42.1%。 压力铸造是镁合金最常用的加工成形工艺,约占总加工量的90%。压铸时镁合金液充型速度较快,且其自身热容小,容易在充型过程中形成卷气,形成气孔,导致缩松、缩孔。降低压铸件的缩孔,提高其致密度一直是研究的重点。真空压铸能够在一定程度上减少型腔内的气体,减少铸件的卷气缺陷,提高其应用范围。本课题通过Flow-3D软件对镁合金散热器压铸件进行试浇模拟分析,对比散热器真空压铸件与普通压铸件缺陷和卷气分布位置并进行试验验证,为真空压铸生产镁合金散热器压铸件提供参考。 1、铸件模型分析 散热器压铸件模型和抽气系统见图1(含浇注系统),采用多齿槽型排气槽,防止金属液堵塞抽气通道。采用AZ91D镁合金的热物性参数见表1,把模型导入仿真软件后进行网格划分结果能完整显示,见图1b。
表1:Mg-6Al-1Sm-xBi的热物性参数
图1:镁合金压铸件及型腔抽气系统结构图 2、模拟仿真及结果分析 2.1 压铸件充型分析 通过大量前期试验,选择浇注温度为680 ℃,最佳压铸工艺参数见表2,对AZ91D镁合金散热器进行充型仿真模拟。
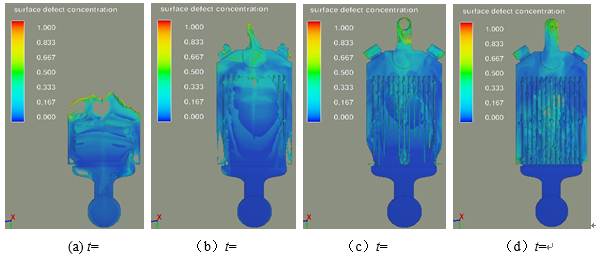
表2:工艺参数 镁合金压铸件的充型过程见图2。从模拟结果可知,压铸件在充型过程中,金属液从浇口进入,充满浇注系统,接着由近及远填充型腔。当金属液碰到型腔壁时,发生不同程度的紊流和液体飞溅。随着金属液的充型直至充满整个型腔。这会导致压铸件会存在不同程度的氧化夹杂和缩松缩孔。
图2:铸件充型过程 2.2 普通压铸件与真空压铸件模拟分析 在表2工艺参数下,对普通压铸件和真空压铸件进行缺陷模拟分析,其结果见图3。从模拟结果可知,普通压铸件的氧化夹杂分布范围广,主要集中在铸件中心和两侧,且程度较真空压铸件高。真空压铸件的夹杂缺陷,主要集中在溢流槽,溢流槽在成形后可以去除,少量分布在铸件中心,分布范围小,夹杂缺陷程度低。
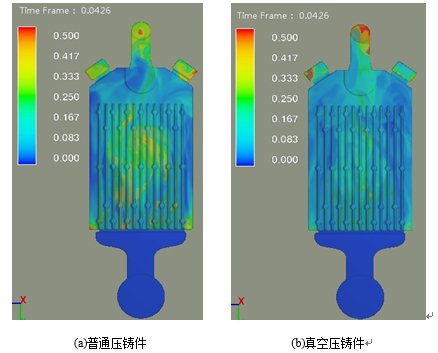
图3:缺陷模拟结果 同样在表2工艺参数下,对普通压铸件和真空压铸件进行卷气场模拟分析,其结果见图4。 从模拟结果可知,普通压铸件的卷气区域主要集中在压铸件的心部,靠近浇道处也有少量卷气,卷气量比真空压铸件高。真空压铸件的卷气区域主要集中在溢流槽中,少量分布在铸件的中心区域,整体的卷气量较少。由此得出,真空压铸件组织较为致密。
图4:卷气模拟结果 3、压铸件组织性能分析 在相同最佳工艺参数下,对普通压铸件和真空压铸件分别进行试制,最终压铸件的宏观照片见图5。可以观察出,普通压铸件和真空压铸件的外观都比较完整,几乎看不出什么差异。但由于普通压铸没有抽真空,压铸件不可避免的存在较多的卷气缺陷,这在热处理后表现得尤为明显。
图5:压铸件宏观照片 从仿真结果可知,散热器压铸件的缺陷和卷气主要集中在心部。因此,分别取普通压铸件和真空压铸件相同位置的散热片,制备金相试样进行对比研究,散热片见图6。
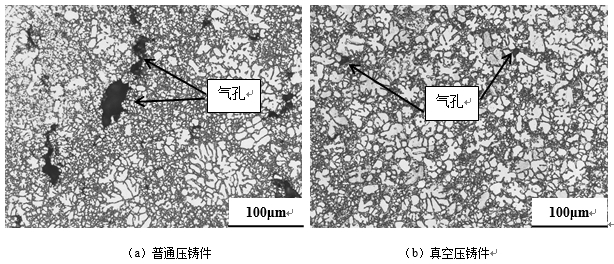
图6:散热片 图7为散热片微观组织。可以看出,普通压铸件的气孔分布范围较广且气孔较大,并且存在氧化夹杂;而真空压铸件也同样存在气孔,但气孔分布范围较小且气孔也比较小。相对比而言,镁合金真空压铸件散热片上的气孔缺陷,较普通压铸件少,氧化夹杂也明显减少了,组织也较为致密。
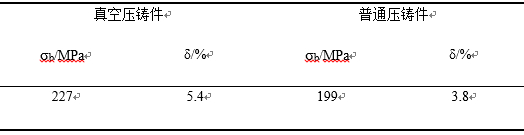
图7:散热片微观组织 分别取普通压铸件和真空压铸件相同位置的散热片,进行力学性能测试,得到的抗拉强度和伸长见表2。从表2中可知,真空压铸件的抗拉强度较普通压铸件的抗拉强度提高了14.1%,伸长率提高了42.1%。
表2:普通压铸件与真空压铸件力学性能对比 4、结论 (1)通过FLOW-3D软件,对普通压铸件与真空压铸件进行充填模拟、缺陷场模拟和卷气模拟,发现真空压铸件的氧化夹杂和卷气较普通压铸件低,得出AZ91D镁合金散热器的充型规律,氧化夹杂和卷气分布的主要位置。 (2)通过试验得知,真空压铸件外观完整良好、组织致密,且真空压铸抗拉强度较普通压铸件提高14.1%,伸长率提高了42.1%。
作者: 本文来自:《特种铸造及有色合金》杂志2020年第40卷第06期 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)
.jpg)
.jpg)
.png)