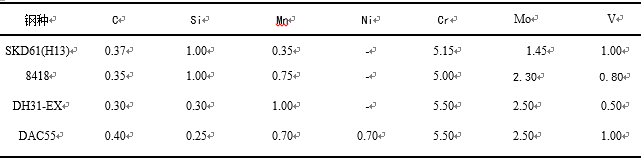
 摘要:为减少压铸模裂纹的产生,延长压铸模使用寿命,采用普通热作模具钢及高钼热作模具钢,试验了其产生龟裂纹的模次。考查两种模具钢表面氮化后出现龟裂纹的模次及龟裂纹的深度,并对对模具加工的残余应力进行了分析。结果表明,相同产品、相同生产条件做了气体表面氮化的模具寿命比不做表面氮化的模具寿命延长53%~75%。 目前,汽车的发展带动铝合金压铸件每年两位数的增长。压铸工艺的特点是高温、高压和高速,由于汽车零件结构复杂、精密且有耐压要求,所以压铸模具经常在高温、高压和高速的恶劣环境下工作,通常生产8万模次就要报废,影响铝合金压铸件生产的品质、效率及成本。因此制造复杂、精密和长寿命的压铸模成了生产厂家的迫切要求。影响压铸模寿命的因素很多,诸如钢种(模具钢材的成分)、热处理、模具加工工艺、模具结构、表面处理及维护保养等。造成压铸模具报废的原因有热龟裂纹(铝合金压铸模具占60%~70%)、脆性穿透裂纹(铝合金压铸模具占10%~20%)、粘蚀、熔蚀、变形等。本课题为延长模具寿命,专门针对裂纹试验了不同的钢种、模具加工工艺和表面处理,并成功地应用于某支架零件的压铸生产。 1、裂纹形成机理及钢种的选择 裂纹形成与模具受到的热疲劳应力及自身的残余应力有关。压铸是一个喷脱模剂冷却和铝液加热交替循环的过程,因此在模具型腔表面产生热疲劳应力。当热疲劳应力累积超过模具钢自身的抗热疲劳强度时,型腔表面开始出现细小的热龟裂纹,并在后续的压铸生产中不断变宽加深,连成一片后型腔表面出现崩缺。模具加工工艺及形状结构会产生残余应力集中,容易出现脆性穿透裂纹,也会在压铸生产中不断变宽加深,最后形成模具的大开裂。 由于汽车零件压铸模具的高要求,在试验中选取了抗热疲劳强度高的进口高级模具钢,如8418、DH31-EX和DAC55模具钢,成分数据取中值,和常用模具钢H13做对比,见表1。可以看到,前3种模具钢一个共同特点都是Mo含量高。把少量钼加到钢之中,可提高钢的强度,特别是高温强度和韧性,改善钢在酸碱溶液和液态金属中的抗蚀性,以及钢的耐磨性和善淬透性、焊接性、耐热性。
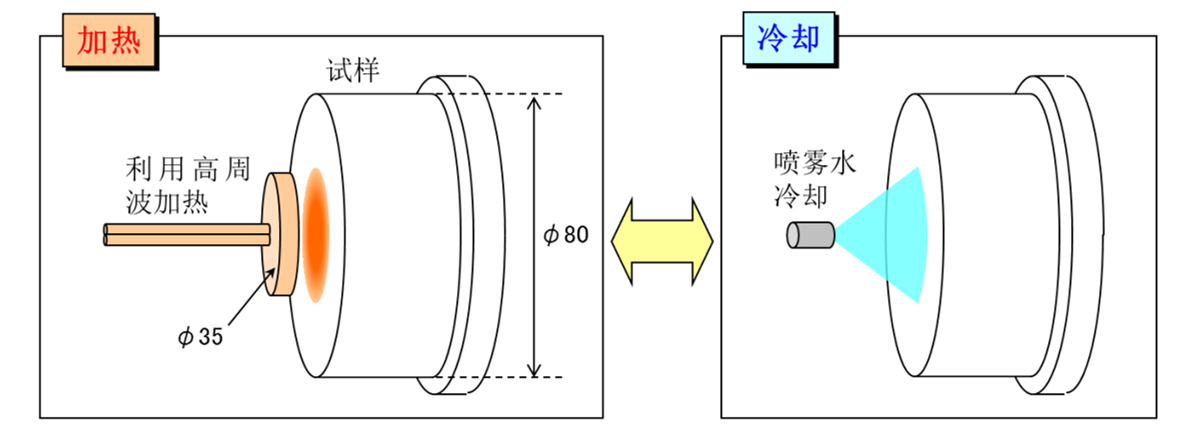
表1:模具钢成分 2、设备选择及试验方法 压铸过程的循环如下:打开模具,取出压铸件,向型腔喷水溶性脱模剂,吹干型腔,合模,压铸。因此压铸就是一个冷却(喷水溶性离模剂)加热(压铸)交替循环的过程。根据压铸工作原理,开发了相应的试验仪器,见图1。
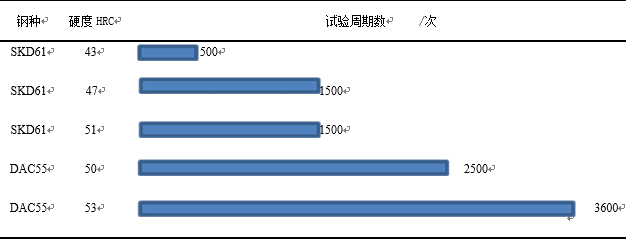
图1:试验仪器示意图 试验对象是模具钢试样,直径为80 mm,在试样背面钻直径为5 mm孔安装热电偶,测温孔前端距离加热端面20 mm。高周波仪连接加热盘,加热盘直径为35 mm。冷却器采用连接自来水和压缩空气的喷枪。高周波快速加热试样到600 ℃后,再喷雾冷却到150 ℃ ,记录为1个模次,并反复循环。 3、试验结果分析 首先用普通模具钢H13与Mo含量高的模具钢DAC55进行对比,得到两种钢材不同硬度出现表面龟裂纹的模次,见表2。可以看出,硬度高,抗热疲劳强度越高,出现热龟裂纹的模次就越大。在硬度接近条件下,Mo含量高的DAC55钢出现表面龟裂纹的模次比H13高66%。
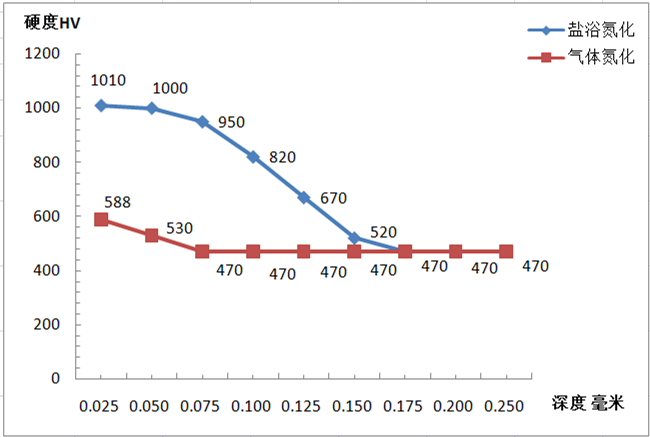
表2:两种钢材不同硬度出现表面龟裂纹的模次 从表1可以看出,模具钢硬度越高,抗热疲劳强度越高,出现表面龟裂纹的模次就越高。因为模具钢硬度越高,韧性就越低,在模具残余应力集中位置就容易出现大开裂。为此,试验另一种表面处理工艺,在保证模具钢内部韧性的前提下,提高表面硬度来提高模具钢抗热疲劳强度,见图2。
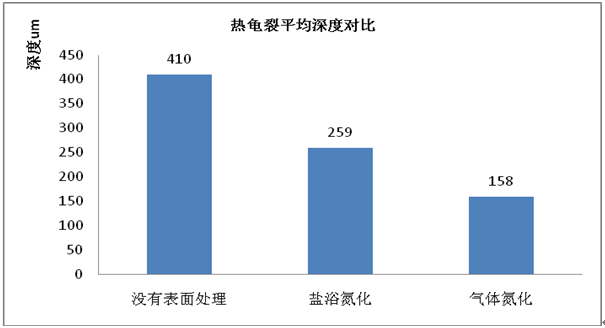
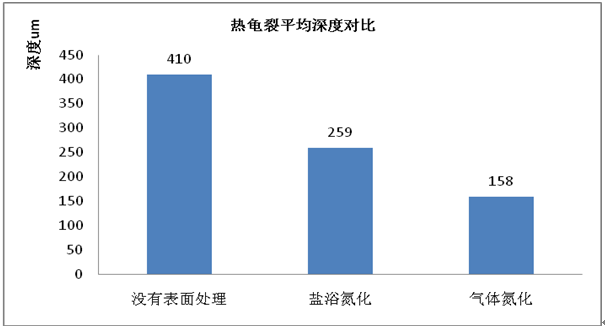
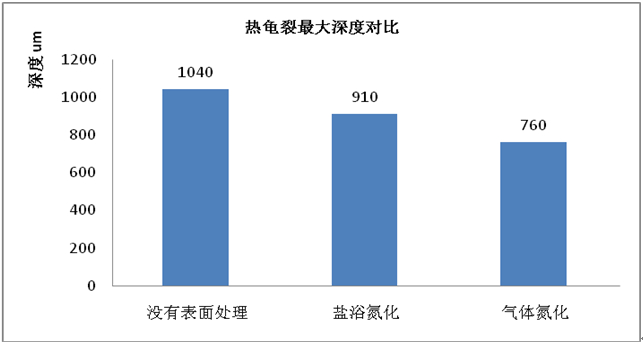
图2:两种表面处理工艺的硬度值图 从图2得知,盐浴氮化的硬度会大于气体氮化,理论上盐浴氮化出现表面龟裂纹的模次会大于气体氮化的。分别用未处理试样、盐浴氮化试样和气体氮化试样做冷热交替循环试验,材料是H13钢,从表2可知出现表面龟裂纹的最大模次是3600,因此试验的模次设定为5000。试验结果见图3和表3,发现没有表面处理的试样龟裂纹的平均深度及最大深度都是最大;气体氮化试样龟裂纹的平均深度及最大深度都是最少。表3显示盐浴氮化试样出现表面龟裂纹最早;气体氮化试样出现表面龟裂纹最迟。盐浴氮化出现表面龟裂纹的模次小于气体氮化;表面龟裂纹的平均深度及最大深度也比气体氮化深。原因是盐浴氮化表面出现0.01 mm的白层,产生应力集中。
图3:3种表面状态的龟裂纹平均深度图
图4:3种表面状态的龟裂纹最大深度图
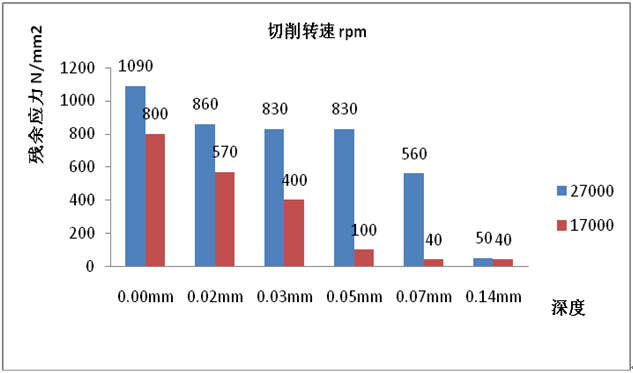
表3:不同表面状态下出现表面龟裂纹的模次 除了对钢材及表面处理进行研究外,本项目还对模具加工工艺产生的残余应力进行研究。针对型腔加工常用高速切削加工工艺,通过X射线检测得到的残余应力数值见图4。从数据对比看出,切削速度不宜太高。这需要在后序退火处理中去除残余应力,不然会在压铸生产中容易引起模具开裂。
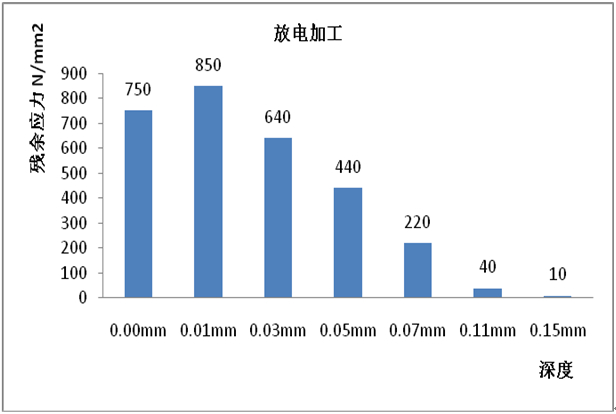
图4:模具切削加工产生的残余应力 对模具放电加工产生的残余应力进行研究,得到的残余应力数值,见图5。原因是放电加工会在型腔产生白层,残余应力数值较大白层深度只有0.11 mm,可以用研磨砂纸及油石手工抛光去除。
图5:模具放电加工产生的残余应力 为探讨减少裂纹导致的模具失效,选定了一款支架零件模具进行了对比试验,产品结构见图6。产品基本尺寸为155 mm×150 mm×86 mm,铸件质量为0.85 kg。
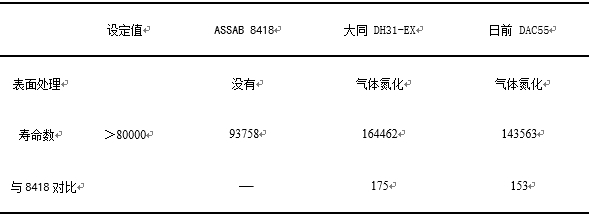
图6:支架零件图 根据前面的试验数据,同一款产品用3种模具钢制作3套模具,相同的模具制造工艺。由于8418厂家不认同气体氮化能减少模具表面龟裂纹,因此在试模产品尺寸检测合格后,只在DH31-EX和DAC55钢做气体氮化,通过实际生产数据探讨减少裂纹导致的模具失效方法,经过一年生产,进行了气体氮化处理的模具寿命有了大幅提高,见表4。
表4:做表面处理的模具寿命对比分析 4、结语 为减少压铸模具裂纹的产生,延长压铸模具使用寿命,应注意下面几个方面:Mo含量高的模具钢的抗热疲劳强度明显比普通模具钢高。模具钢热处理硬度高,抗热疲劳强度越高,出现热龟裂纹的模次就越大。为兼顾模具的内部韧性及型腔表面抗热疲劳强度,适当降低模具钢热处理硬度,并做表面处理,能有效提高模具使用寿命。模具制作完成后必须做去应力退火。
作者:
涉泽明秀 本文来自:《特种铸造及有色合金》杂志2020年第40卷第08期 |

.jpg)
.jpg)
.jpg)
.jpg)
.png)