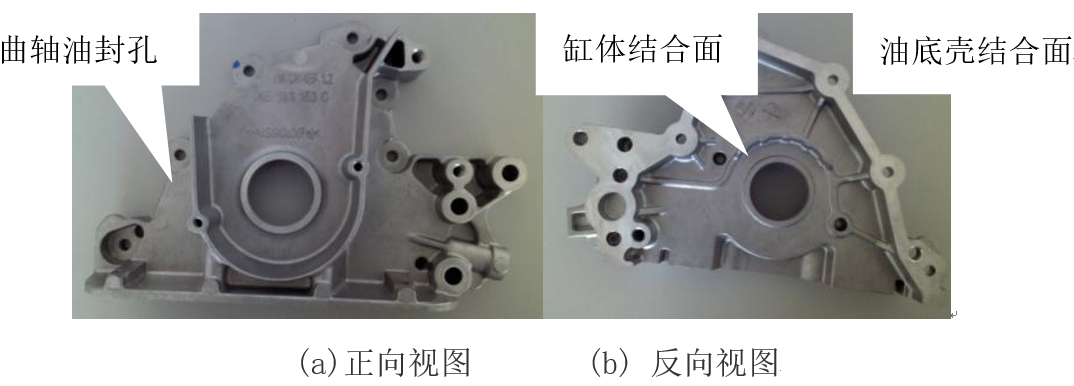
 摘要:通过某前油封法兰盘压铸件缺陷分析,借助鱼骨图质量工具,确定该产品气孔缺陷位置及产生的原因,并依据有关压铸理论以及数值模拟分析技术,优化铸件排气系统及排溢系统,解决该铸件两处气孔缺陷。结果表明,运用数值模拟技术,合理布置排气槽与渣包可以有效地解决压铸件气孔缺陷。 1、前油封法兰盘结构及开发要点 图1为某汽车发动机的前油封法兰盘压铸件,年批量大于12万件,其外形尺寸为155 mm×100 mm×80 mm,单个铸件质量为0.9 kg,平均壁厚为2.5 mm,局部厚度为12 mm,该零件中间孔直径为40 mm,加工后气孔小于0.5 mm,用于安装油封,为曲轴油封孔;下平面为加工面,平面度为0.1,称之为缸体结合面;与缸体结合面垂直的侧面加工后表面气孔不能有一处大于1 mm,连接发动机油底壳,称之为油底壳结合面。曲轴油封孔、缸体结合面以及油底壳结合面的气孔缺陷为要控制点。 根据要求,铸件整体孔隙率需达到VW500 97-D5/1标准,即铸件内部任意剖切面孔隙度小于5%,且不允许存在大于1 mm的气孔,加工后的成品需要100%气密封检验,检验条件为0.05 MPa压力条件下泄漏量小于5 cm3/min。
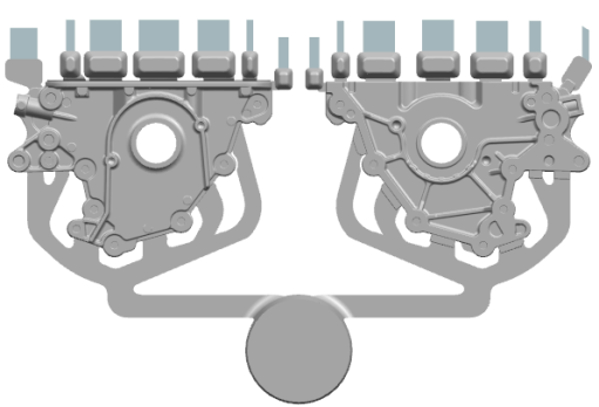
图1:前油封法兰盘 图2为前法兰的浇注系统,一模两件,连同浇注系统的浇注总质量为3.3 kg,总投影面积为770 cm2,采用ZDC900型压铸机,锁模力为9 000 kN,并采用史杰克西真空保温炉通过滑槽定量输送铝液至压铸模具料缸。 该铸件使用的合金执行的标准为DIN EN AC1706-AlSi9Cu3(Fe), 该材料具有良好的力学、耐腐蚀及加工性能,并具备良好的流动性,热裂倾向小,收缩率小和熔点低等优点。企业内控化学成分见表1。
表1:铝合金的化学成分
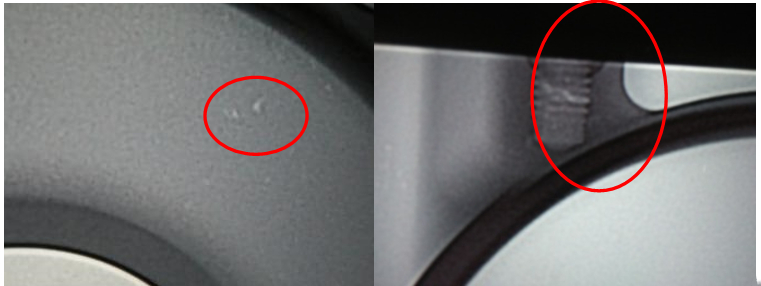
图2:前油封法兰盘浇注系统 2、曲轴油封孔区域孔洞性质检测及判定 在压铸生产过程中,常常将铸件内部产生的孔洞称之为气孔和缩孔及缩松,气孔的定义为孔内部表面近似球形,并且内壁光滑的孔洞;缩孔的定义为内壁粗糙的孔洞;缩松的定义为大量微小孔洞组成的疏松组织。依据孔洞尺寸和分布位置不同进一步区分,气孔的大小不等,分散或者成群分布在整个铸件的内部;缩孔通常出现在壁厚急剧变化的热节处,孔洞内壁呈现树枝状结晶铸造凸起,而缩松是呈现类似海绵状组织。 批量生产过程中,该产品曲轴油封孔内表面大量发生大于1 mm的孔洞(见图3),同时,油底壳结合面也因为气孔的直径大于1 mm而需要解决(见图4),整改前该产品因为这两个位置产生的缺陷占总缺陷的80%以上,从而导致该产品总合格率低于90%。
图3:曲轴油封孔气孔缺陷 图4:油底壳结合面气孔 为制定解决措施,需要判定孔洞的缺陷位置和形态,曲轴油封孔缺陷位于油封孔浇道入料方向对侧12点钟方向(见图5),通过XG-160S T/C型X光机检验,缺陷产品内部存在数个规则的孔洞;而油底壳结合面的孔洞较为规则,该表面加工后有多个大于1 mm的孔,分布位置不确定,缺陷在X光下显示为长条状,最大长度为3 mm(见图6)。
图5:曲轴油封孔气孔 图6:油底壳结合面气孔 同样,为制定解决措施,需要进一步从微观领域判定孔洞的性质,切片抛光后借助 AX10蔡司金相显微镜放大100倍检验,发现曲轴油封孔区域孔隙度为14%,内表面近似球形,内壁光滑(见图7),该区域没有大的热节或者壁厚的急剧变化,判定该缺陷的孔洞为气孔;同样,纵向剖切油底壳结合面及后端M6螺纹孔,测量得孔隙度为16%,螺纹孔附近有多个规则气孔,同时存在较为明显的疏松状组织(见图8),因为该处为浇注末端,同时局部有大于10 mm的热节,故判定该缺陷的孔洞为气孔和缩孔的混合形式。
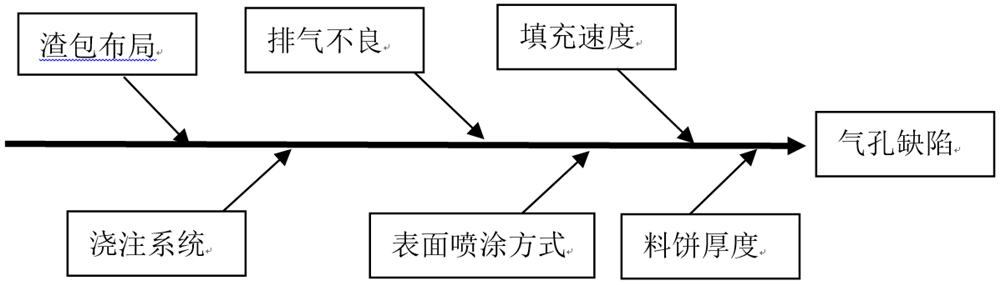
图7:曲轴油封孔孔隙度 图8:油底壳结合面孔隙度 3、利用鱼骨图分析气孔缺陷原因 鱼骨图是压铸缺陷问题分析中常常采用的质量工具之一。从模具及铸造工艺的角度利用鱼骨图分析气孔原因见图9。
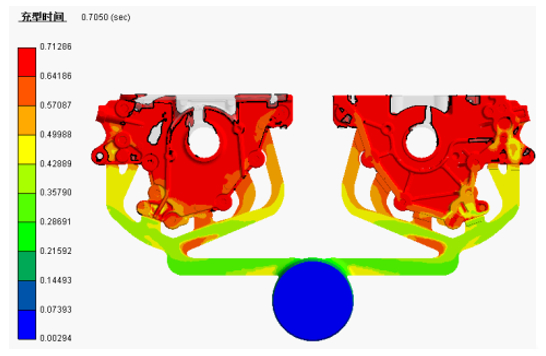
图9:气孔缺陷鱼骨图 通过模拟分析和生产实际验证,高速填充过程中浇口速度在40 m/s左右,填充时间为70 ms, 料饼厚度为25 mm,浇道的布局、填充速度和料饼厚度基本符合该铸件工艺要求。 根据气孔集中产生的位置可知,曲轴油封孔区域气孔位于直径40 mm模具型芯的后端,为该模具型芯左右两侧两股铝液汇集部位,由于铝液交汇撞击包裹气体将形成气孔,即对应于鱼骨图中渣包布局不合理产生的气孔缺陷。 而油底壳连接面的气孔位于远离浇道部位,靠近排气槽区域,可能是该部位排气不良而导致气体聚集、卷气形成气孔,对应鱼骨图中排气不良产生气孔缺陷。 4、曲轴油封孔气孔解决 由鱼骨图可知,曲轴油封孔气孔缺陷的原因可能是由于两股铝液在流动过程中交汇卷气。在压铸生产过程中,铝液速度过快,使型腔中气体不能完全及时平稳的排出型腔,而被卷入铝液中,无法排出形成较大的气孔。 由于气孔缺陷位置大多存在于油封孔的12点方向,借助于数值模拟分析可知,在铸件成型过程中,两股铝液环绕油封孔,自下而上顺序包覆产生油封孔的模具型芯,并最终在油封孔上端交汇,在填充第0.705s(见图10),铝液在远离油封孔部位先结合,向内包抄卷气,并将一部分气体卷积在油封孔内环面12点钟方向,该模拟分析合理解释了通过鱼骨图分析的假设,并在实践中验证模拟分析的正确。
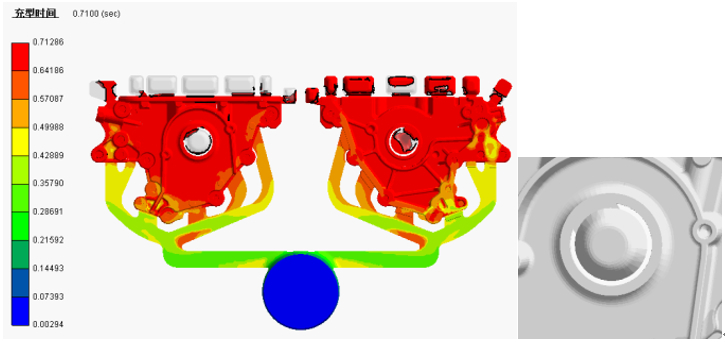
图10:改进前的模拟分析 解决油封孔气孔的缺陷的改进方案为在40mm的型芯上增加一个渣包(见图11和图12),渣包结构为圆台形状,大端直径为 30 mm,深15 mm,起模斜度为25°,根部圆角R5。且根据模拟分析结果,渣包的入料口确定在12点方向,入料口厚度为2mm,该渣包的作用除了汇集气体,同时收纳高速铝水前端的夹渣。
图11:改进后的模拟分析 图12:渣包 5、油底壳结合面气孔解决 由鱼骨图可知,油底壳结合面气孔可能为浇注末端排气不良导致。该模具初始排气结构为渣包末端开排气槽的。该料缸直径为90 mm,料缸充满度为40%,采用低速填充+高速填充,高速压射的起点设置在浇口附近区域,高速压射时间为70 ms。 因为模具型腔内部的空气是高速压射时通过排气槽排出,而本课题油封法兰盘铸件与渣包的体积约700 cm3,每个排气道的厚度最小值为0.1 mm, 排气道总长度为300 mm,排气道截面积为30 mm2。 气体的流动变化取决于管道的几何形状变化,在流动管道的收缩阶段,气体以亚音速流逐渐加速为音速流而处于临界参考状态,且临界参考状态必然出现在最小截面处,随后气流保持在音速而不再增大。在生产过程中,往往采用小于音速的200 m/s作为气体排出速度粗略校核排气槽自然排气截面积,由
显然 当前已有的30mm2排气道面积不能满足排气需求,自然排气能力不足。 由上述计算可知,因为排气槽尺寸不足,模具型腔内的气体难以及时的排出,导致铸件末端卷气,且气孔在末端油底壳连接面处分布不均匀。 解决油底壳连接面气孔缺陷的改进方案为增大排气道截面积,将渣包末端排气结构优化为搓衣板排气结构,该结构排气通道最小截面积为搓衣板间隙,数值为110 mm2。当然,如果条件允许,通过搓衣板后端增加抽真空进行排气效果将会更好。 6、生产实践验证 依据上述的分析结果对该压铸模具完成设计更改,在原ZDC900吨压铸机生产,采用沃尔林编程喷涂,压铸工艺参数见表2。
表2:压铸工艺参数 含有浇注系统的铸件见图13。
图13:改进后的铸件 经生产验证,优化后的曲轴油封孔和油底壳结合面经过X光检验质量良好,见图14和图15;同时在金相显微镜下显示孔隙度为4 %和4.5 %,满足规定要求,见图16和图17。批量产品合格率从小于90%提升到96%。
图14:优化后的曲轴油封孔X光图 图15:优化后的油底壳结合面X光图
图16:优化后的油封孔隙度检验 图17:优化后的油底壳结合面隙度检验 7、结论 前油封法兰盘压铸件的主要缺陷形式为曲轴油封孔气孔以及油底壳结合面气孔;两处气孔产生的原因分别为渣包布局不合理以及末端排气道截面积不足;合理利用数值模拟分析和鱼骨图的质量工具可以有效的解决该类别气孔问题。
作者: 本文来自:《特种铸造及有色合金》杂志2021年第41卷第01期 |








.jpg)
.jpg)
.jpg)
.jpg)
.png)