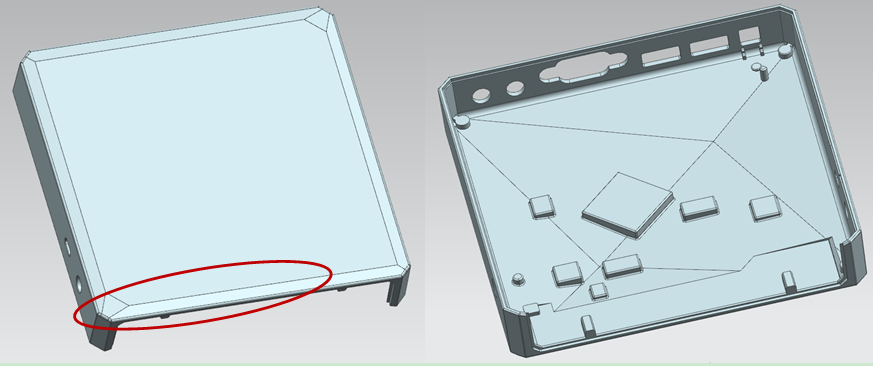
 原标题:基于云计算的路由器盒盖半固态压铸工艺设计及优化 摘要:对5G无线路由器盒盖的半固态压铸工艺和模具进行了设计,利用智铸超云——压铸领域专业CAE云平台对其半固态流变压铸充型过程进行了数值模拟,优选出了一种最佳的压铸工艺方案进行生产试验。结果表明,利用云计算进行数值模拟能为工艺方案的评价和改进提供科学的依据,能缩短新产品的开发周期。根据模拟优化的工艺方案设计制造的路由器盒盖压铸模具,采用半固态压铸工艺生产出了合格的路由器盒盖压铸件,压铸件无缩松、气孔等缺陷。 半固态流变压铸技术与传统压铸相比,具有成形温度低、模具寿命长、充型更平稳、组织更致密、产品品质好、可改善生产条件和环境等优点,目前广泛用于汽车、通信、电器、航空航天及医疗等领域。半固态浆料制备是流变压铸技术发展异常关键的一个环节,目前国内外主要已发展有搅拌法、热焓法、蛇形浇道法、剪切低温浇注法等半固态浆料制备技术。然而,到目前为止,虽然半固态成形技术已经得到应用,但半固态成形技术无论在理论上还是技术上,都需要进一步完善与发展。 随着模拟技术的发展,计算机数值模拟技术被广泛应用到半固态压铸充型与凝固过程仿真的研究,通过对压铸生产过程的数值模拟,能较准确地对凝固过程中可能出现的缺陷进行预测。通过计算机数值模拟技术在铸件生产中的应用,提高了铸件质量,缩短了产品研制周期,节约了材料成本,取得了可观的效益。 本课题针对铝合金5G无线路由器盒盖铸件,采用智铸超云——压铸领域专业CAE云平台对该铝合金盒盖铸件的压铸充填过程进行数值模拟,通过模拟对其工艺进行了优化,根据工艺优化结果进行模具的设计与制造。并以AlSi8铝合金为原料,采用自主开发的匀加速料筒孕育半固态流变压铸工艺进行路由器盒盖铸件的生产试验。 1、铸件分析 图1为某通信公司的5G无线路由器盒盖,材质为AlSi8铝合金。该铸件最大外形尺寸为126 mm×126 mm×21 mm,壁厚不均匀,薄壁处约为2 mm,厚壁处约为7 mm。铝合金密度为2.5g/cm3,临界固相率为67. 5%,液相线温度为615 ℃,固相线温度为555 ℃,采用压力铸造工艺生产。
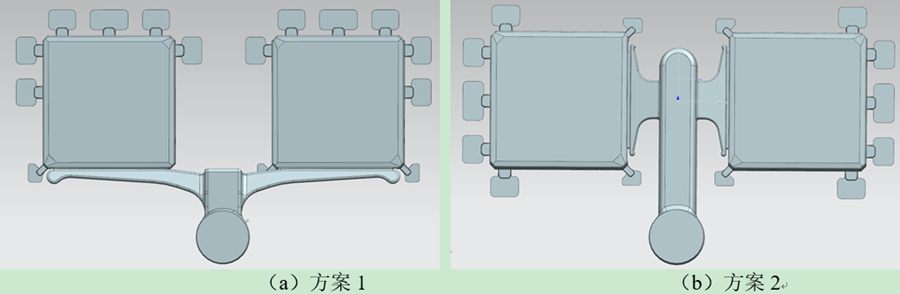
图1:路由器盒盖的三维图 2、压铸工艺的设计 路由器盒盖是壳体类铝合金压铸件,其三面都有需要铸出的孔,即需要采用三面抽芯机构,因此,只有将内浇口设置在没有抽芯的一侧,见图1中圆圈标注位置。压铸机采用东洋BD-250V5,压铸件的投影面积为158 cm2,选择一模两腔,设计了两种工艺方案,见图2。 采用智铸超云——压铸领域专业CAE云平台进行数值模拟。先用三维造型软件UG进行三维图的造型并生成STL文件,然后上传至智铸超云的云计算平台进行前置处理实现网格的自动剖分,对路由器盒盖压铸件充型过程进行模拟。
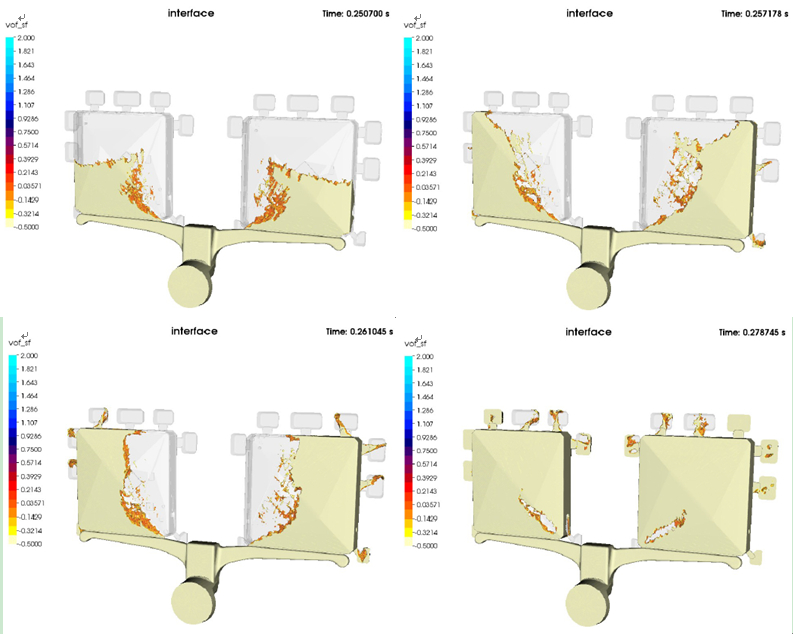
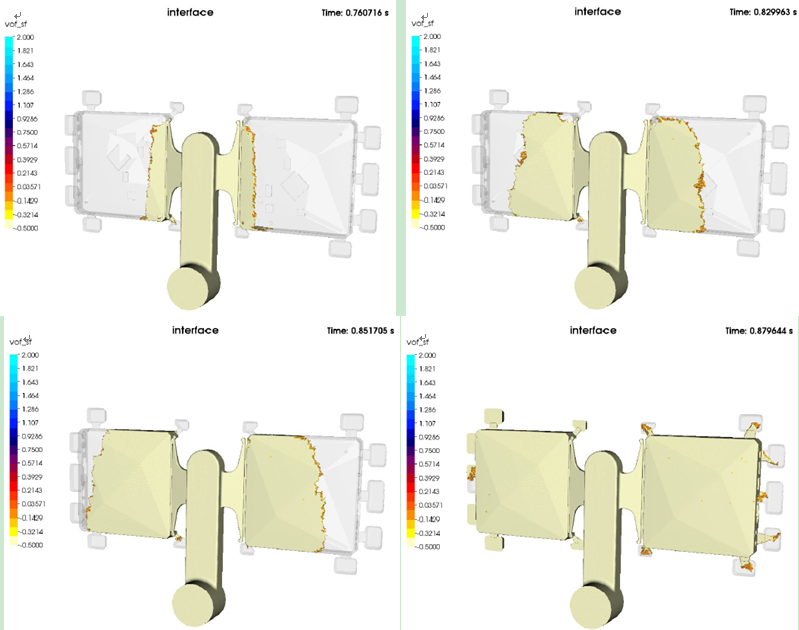
图2:盒盖铸件压铸工艺方案 3、压铸工艺的数值模拟 方案1的充型过程数值模拟结果见图3。可以看出,由于横浇道和内浇口设置在型腔的下部,铝合金熔体向上充填型腔进入型腔后,首先向两侧充填,并且在内侧铝合金熔体流动较紊乱,容易产生卷气、夹杂等缺陷,见图3a~图3c。铝合金熔体最后充填的部位在内侧的下部角上,而且位于铸件内部,不在溢流槽部位,使得前端冷污的铝合金熔体无法进入溢流槽,从而留在铸件内部,在该部位容易出现冷隔、气孔和夹渣等缺陷,见图3d。 方案2的充型过程数值模拟结果见图4。可以看出,由于横浇道位于两个型腔的中间,内浇口设置在型腔的内侧,铝合金熔体进入型腔后,逐步从内侧向两侧充填,铝合金熔体流动平稳,没有出现紊流,充填过程基本符合全壁厚填充理论。铝合金熔体最后充填的部位在型腔两端的最外铡,而且在该部位设置了溢流槽,使得前端冷污合金熔体能够进入溢流槽,从而可有效避免在铸件内部形成卷气、夹渣等缺陷。
图3:方案1压铸充型过程的模拟结果
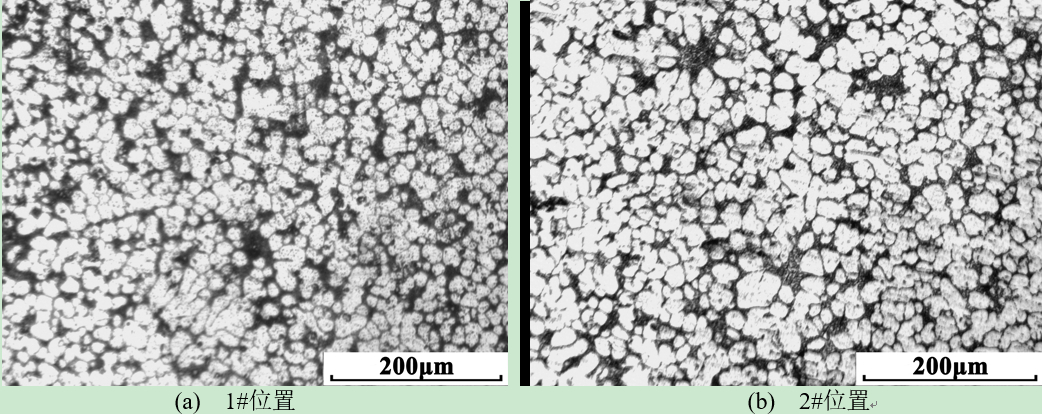
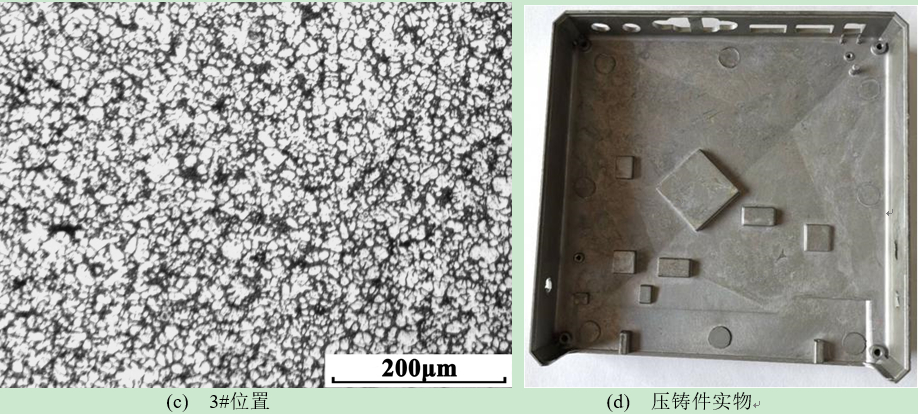
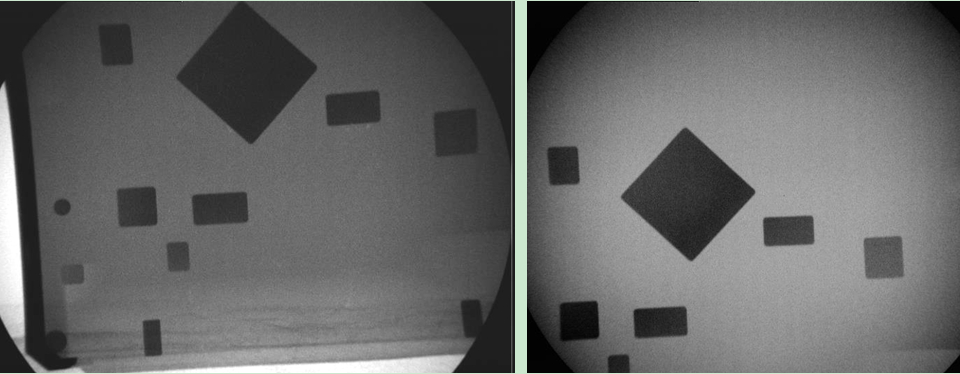
图4:方案2压铸充型过程的模拟结果 4、生产验证 采用方案2进行模具的设计和制造,并采用自主开发的匀加速料筒孕育半固态流变压铸工艺进行路由器盒盖铸件的实际生产试验。铝合金液出炉温度为640 ℃,压射冲头在低速压射阶段采用匀加速压射,压射加速度约为0.86 m/s2,最高低速速度约为0.64 m/s,高速速度为2.0 m/s,模具预热温度约为200 ℃。图5为路由器盒盖半固态压铸件微观组织与实物图。可以看出,所有位置的组织中初生α-Al相大多呈近球状,晶粒细小,分布均匀,具有较明显的半固态组织特征。路由器盒盖压铸件经200 oC×4 h时效热处理后,其导热系数达到165.3 W?m/K。流变压铸实验获得了外形轮廓清晰、表面光滑、尺寸精度高、无缺陷的无线路由器盒盖压铸件,见图5d。通过对该路由器盒盖压铸件的X光透射探伤,结果表明压铸件内部无明显缩松、缩孔、气孔和氧化夹杂等缺陷,见图6。
图5:路由器盒盖半固态压铸件微观组织与实物图
图6:路由器盒盖铸件X射线探伤图 5、结论 通过采用智铸超云—压铸领域专业CAE云平台对某公司路由器盒盖的压铸工艺方案进行模拟分析及优化,根据模拟优化结果,确定了采用工艺方案2进行了实际模具设计、制造和实际试生产。通过自主开发的匀加速料筒孕育半固态流变压铸工艺进行实际生产,生产的压铸件经X光透射探伤,未发现缩孔、缩松、气孔和夹杂等缺陷,其导热系数达到165.3 W?m/K,品质达到了技术要求。
作者: 本文来自:《特种铸造及有色合金》杂志2021年第41卷第05期 |
.jpg)
.jpg)
.jpg)
.jpg)
.png)