.jpg) 原标题:浅析大型压铸模零件设计的结构优化 摘要:通过对大型压铸模的结构特点进行分析,提出对模具镶块结构、导向结构、分流锥和熔杯、抽芯油缸等结构的优化方案。实践验证表明,优化方案不仅提高了模具的质量、可维修性以及压铸成形的成品率,同时降低了模具的加工难度,提高了生产效率和模具寿命。 随着我国汽车和机电行业的迅速发展,产品的轻量化、集成化、大型化已成为发展趋势。以汽车行业为例,几年前国内汽车行业以及相关的压铸企业纷纷购买大型压铸机从2000 t到3800 t,基本上都是以生产发动机变速箱壳体和缸体为主。而近两年对应汽车车身结构件一体化的结构优化,力劲集团已推出9000 t压铸机用于压铸生产汽车车身结构件。随着产品的大型化以及集成化,造成压铸模具的尺寸越来越大,结构越来越复杂,模具的压铸成品率、压铸的生产效率、模具的可靠性及模具寿命成为大型压铸模具设计的目标。因此,合理设计压铸模零件结构,对生产的压铸件质量、生产效率、产品成本、生产管理、模具寿命等起着至关重要的作用。 1、大型压铸模的特点 通常压铸模具的基本结构有以下几部分组成:成形零件、结构零件、导向零件、抽芯机构、推出机构、浇注与排溢系统、加热与冷却系统及其他的紧固件定位件等。 大型压铸模因模具尺寸大、结构复杂,具有以下特点:①动定模型腔镶块安装和拆卸困难,尤其在使用后因热膨胀及使用中分型面的损伤,导致拆卸困难;②模具体积大,热膨胀大,生产过程中难以保持稳定的模具精度;③模具整体温度控制困难;④铸件冷却时间长,尤其是料饼部分冷却时间长,导致单件节拍长;⑤抽芯行程大,液压抽芯时间长,生产效率低等。 针对以上特点,结合生产实践经验,对大型压铸模零件的结构进行设计优化,以提高大型精密压铸模具精度、生产效率及可靠性。
表1 压铸模基本结构组成 2、大型压铸模零件的结构优化 2.1 动定模块的结构设计 2.1.1 动定模块采用镶拼结构 成形零件是压铸模的核心部分,其结构主要是依据压铸件的形状及加工工艺来决定的。成形零件在压铸过程中承受高压高速的金属液冲击,因此设计时必须保证有足够的强度、刚度、韧性 。考虑大型压铸模的特点,成形零件在保证强度和刚度的前提下,尽量按功能或工艺划分,采用镶拼结构。大型压铸模动定模块采用镶拼结构的优点如下。 (1)根据功能要求,合理使用模具钢,可以降低模具成本。如图1所示,模块A是零件成形区域,形状复杂并需要高的表面质量,所以采用进口优质热作模具钢(W350、DIEVAR等),模块B与浇注系统接触,可以采用普通模具钢(H13)。 (2)根据型腔的复杂程度及易损程度,进行镶拼拼接,可以提高加工工艺性,并便于更换。同时维修方便快捷,而且不影响模具整体性能。
图1 镶块结构 (3)对成形尺寸和形状等结构特殊处,采用镶拼结构,有利于模具局部强制冷却方案的实施,并有利于型腔排气。 (4)对大规格尺寸的型腔采用镶拼结构,可以降低加工难度,防止型腔开裂、变形等缺陷。 2.1.2 动定模块外形结构 模具在连续生产过程中,型腔温度会高于套板的温度,会导致成形模块膨胀量大于套板膨胀量,而套板和型腔采用H7/g6的配合间隙无法抵御热膨胀的变化,模具就会产生热变形。型腔模块尺寸越大,变形量就越大。为解决此问题,型腔模块外形采用图2结构,相邻两直面做定位基准面,另相邻两面制作成斜面,镶块受热膨胀后,分型面水平方向的膨胀量可以通过垂直方向来释放,可以有效地解决模板膨胀变形的问题,一般α取6°。同时,在成形模块外形设计时,模块四周和底面采用大圆角过渡,以保证套板的强度不被破坏。
图2 镶块与套板的装配 2.2 方形导柱导套 对于大型模具而言,由于导柱导套布置在模具的边缘中心距较大,在动静模受热条件不同的情况下,其膨胀量有差异,如果采用圆形导柱导套,在模具温度升高变化时,导柱导套就会发生异响甚至表面拉伤,从而影响模具配合精度。因此,大型模具采用方形导柱导套结构,在热膨胀小的方向采用H9/e8的滑动配合,热膨胀大的方向采用2 mm间隙。因模具温度场是以型腔为中心呈放射状向外辐射,所以方导柱导套的布置一般在模具套板的四角,方向和间隙值确定见图3。
图3 方形导柱导套结构 2.3 分流锥和熔杯的设计 大型模具料缸直径较大,要保证增压压力有效的传递,还需要料饼有足够的厚度。由于大体积的料饼与铸件的冷却速度不匹配,导致留模时间延长,生产节拍加长,而且经常在开模取件时,出现料饼爆裂现象,因此必须加大分流锥和熔杯的冷却,才能有效缩短料饼的冷却时间,提高生产效率。图4所示为优化后的分流锥和熔杯结构。 2.3.1 分流锥结构 在大型压铸模中尽量设计分流锥,这样可以减小熔杯的长度及压射冲头的推出行程。分流锥内部加工成大空穴,加大冷却水通道体积,根据强度计算保证单边壁厚>25 mm。冷却水采用单点独立喷管式水冷却方式,不锈钢水管内壁进水,外壁回水,并加大进出水管的直径(截面积),保证足够的冷却水流量,以实现快速冷却。冷却水回水端在模具外接流量阀,生产试制时用红外线摄像机监控分流锥处的模具温度,根据模具温度调整回水端的流量阀,最后锁定冷却水流量的管理值。批量生产中,通过监控冷却水的流量值来保证分流锥冷却的稳定性。 2.3.2 熔杯结构 熔杯采用两体式结构,熔杯前端长度只满足料饼的高度即可,这样既有利于在熔杯前端布置冷却水加快料饼的冷却,又能保证一体式料缸的优点,压射冲头运行稳定可靠。 熔杯前端用专用夹具在加工中心上沿孔周边加工出V型孔(如图4),加大了冷却水通道的长度和表面积;熔杯后端采用常规的冷却水通道。冷却水的调整和使用方法同上。
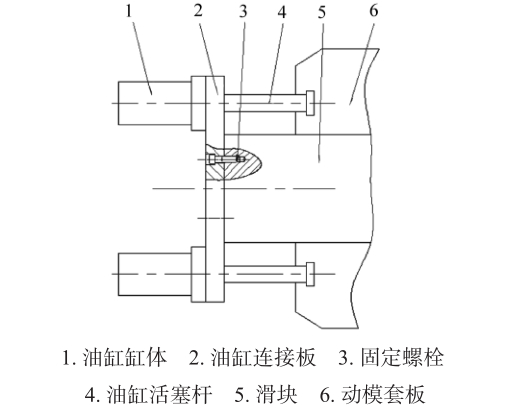
图4 分流锥及分体熔杯结构 2.4 抽芯油缸的设计 由于液压抽芯机构可以实现抽拔阻力大、抽芯行程长的特点,因此大型压铸模的滑块一般采用液压抽芯机构。大型压铸模的结构特点决定了滑块会出现尺寸大、抽芯行程大两种情况,针对这两种情况,可以对抽芯油缸的结构进行以下优化。 滑块在分型面方向尺寸大,采用双油缸抽芯。双油缸抽芯结构如图5所示,两侧油缸活塞杆4固定在套板上,油缸缸体1固定在油缸连接板2上。工作时活塞杆4固定不动,油缸缸体1通过油缸连接板2带动滑块运动。当前端无杆腔进油,油缸带动滑块抽芯;反之,有杆腔进油,油缸带动滑块插芯。模具采用双油缸结构,不仅可以减小油缸直径,更重要的双侧受力滑块运行更稳定。
图5 双油缸抽芯结构 滑块抽芯力大且行程大时,采用复合油缸。复合抽芯油缸结构如图6所示。件2既是小缸的缸体又是大缸的活塞杆。工作时由于滑块初始抽芯力大,需要大缸先启动,当滑块成形面脱离型腔后,抽芯力只剩下运动的摩擦力,小油缸带动完成抽芯行程即可。抽芯时下油口进油,大缸活塞杆2带动滑块向左移动L1行程时,大缸停止运行,小缸活塞杆5带动滑块继续向左移动L2行程。模具采用复合抽芯油缸结构,既可以满足大油缸实现大的抽芯力,又避免了大油缸因体积大、进油速度慢而导致抽芯速度慢的问题,可以降低生产节拍,提高生产效率。
图6 复合抽芯油缸结构 2.5 局部增压机构的设计
随着产品的大型化以及集成化,压铸件的结构形状也越来越复杂,壁厚不均匀的薄壁件日趋增多,同时对铸件的质量提出了更高的要求,高性能、轻量、低成本是发展趋势。而薄壁铸件在局部壁厚热节处就会存在补缩困难的问题,容易产生缩孔等铸造缺陷,造成铸件强度降低及渗漏的风险。局部增压技术就是在压铸模上设置增压油缸,对局部壁厚热节处实施二次加压,从而得到组织致密的铸件,消除局部缩孔的产生。局部增压机构根据铸件热节处存在的部位,可
图7 局部增压结构 3、应用验证 以上对模具的优化措施已应用于汽车发动机缸体、油底壳和变速箱壳体等2 000 t以上压铸机用模具上,经多年批量生产验证,铸件质量稳定,模具运行可靠,降低了模具的加工难度和模具成本,提高了生产效率和模具寿命。应用实例见图8。
图8 应用实例 4、结论 (1)大型压铸模的成形零件在保证强度和刚度的前提下,尽量按功能或工艺划分,采用镶拼结构。镶块外边缘两侧采用斜面装配,能够减少模具热膨胀导致的变形。 (2)通过优化分流锥和熔杯的结构,加大铸件料饼部位的冷却,能够降低生产节拍,提高效率。 (3)大型压铸模采用方导柱导套,在动静模受热条件不同的情况下,能够保证模具导向精度。 (4)液压抽芯机构采用双油缸能够保证大尺寸的滑块运行平稳,采用复合油缸能够提高滑块的运行速度,从而提高生产效率。 (5)局部增压机构能够有效解决铸件热节处的缩孔,可以设置在模具动静模或滑块上。
作者:
本文来自:《铸造》杂志2022年第6期第71卷 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)