.jpg) 原标题:基于有限元的压铸模寿命预测和工艺优化 摘 要:使用有限元数值模拟,研究了压铸工艺参数对压铸模热疲劳性能的影响。首先通过ProCAST软件计算了压铸循环热平衡状态下的温度场,然后将温度场热载荷作为ABAQUS软件的初始条件进行加载,并通过ABAQUS软件得到压铸循环过程中的热应力变化和热疲劳寿命结果。结果表明,由计算得到的模具热疲劳最短寿命区域与压铸模进行疲劳失效试验获得的热疲劳裂纹产生区域相吻合,验证了模拟结果的准确性。此外,设计了以热疲劳寿命为试验目标压铸工艺参数的正交模拟试验,优化并得出了最合理的压铸工艺参数。 前 言:铝合金压铸件在汽车、飞机以及小家电等领域应用广泛,压铸是在高速、高压和高温条件下成形,导致铝合金压铸模具在压铸过程中承受高的冷热交变应力作用。当压铸模开模后模具表面与空气接触,受到空气及脱模剂的冷却作用,模具表面温度迅速下降,模具内部温度下降缓慢,模具表面膨胀小于模具内部,因此在模具表面产生拉应力。合模之后压铸模型腔再次受到金属液的冲击,随着压铸循环的不断进行,模具表面反复受到热冲击,会造成模具表面反复的热膨胀和收缩,出现热裂纹和龟裂,直至失效,统计表明,铝合金压铸模的主要失效形式中热疲劳失效占60%~70%。 本课题使用CREO软件建立铝合金压铸件和压铸模的三维模型,利用ProCAST软件和ABAQUS软件,分析了压铸循环热平衡状态下的温度场以及热应力分布和疲劳寿命预测,基于应力疲劳寿命模型,采用正交试验,研究不同压铸工艺参数对压铸模疲劳寿命的影响,通过模拟得到的计算结果,优化并得到合理的压铸工艺参数。 1、模拟模型的选用及参数的设置 1.1 模拟模型的建立 选用某工厂生产的铝合金泵体的三维模型为模拟对象,用CREO软件进行造型,铸件壁厚为7.5~8.6 mm,见图1,材质为ADC12铝合金,模具型芯采用H13钢,在实际工况中模具型芯裂纹一般发生在模具表面浇口附近。故本模拟试验只对整个模具型芯进行分析。选择的具有代表性的分析点为内浇口3条流道附近对应的A、B、C点,见图2。
图1 铸件三维模型
图2 选取的分析点 1.2 ProCAST模拟参数的设置 根据工厂的实际工况,将压铸温度设为670 ℃,模具预热温度为220 ℃,空气环境设为20 ℃,冷却水管直径为10 mm,冷却水流速为10 mm/s,一个压铸循环的生产周期为42 s。第20 s开模,第25 s取件,第30 s开始喷涂膜剂,第36 s结束喷涂,第40 s合模。压铸具体流程见图3。
图3 压铸循环流程 2、压铸模热平衡温度场计算 2.1 ProCAST边界条件的设置 在压铸过程中,要设置多种边界条件,如模具与模具,模具与外界空气环境,模具与脱模剂,铸件与模具,在模拟时都需要考虑它们之间的界面传热系数。基于有关研究[7],将模具与铸件间的传热系数设置为1 500 W/(㎡·K),模具与模具间的传热系数设为1 000 W/(㎡·K),模具与外界空气环境间的传热系数设为10 W/(㎡·K)。脱模剂一般采用水的传热系数,200~1000 W/(㎡·K)。影响水的传热系数的主要原因就是水的流速,根据工厂的实际生产中脱模剂的喷涂速度以及有关研究[8],最终将脱模剂与模具间的传热系数设为300 W/(㎡·K)。在ProCAST的工艺条件管理器和模拟参数这两个模块中进行脱模剂传热系数、脱模剂所需要喷涂的表面以及脱模剂在压铸循环中喷涂开始和结束的时间设置。 2.2 冷却水与模具间的传热系数 通过调节冷却水流道内水的流速来改变水的流量,由此来实现冷却水对模具温度场的控制,在ProCAST软件中,不同水流速的冷却效果可以通过设置不同的传热系数来实现。冷却水和模具间的传热属于无相变强迫对流传热,在冷却水道中流体最常见的流动形式是旺盛紊流。冷却水与模具之间的传热系数可以由以下公式计算得到。
式中,h为冷却水与模具间的传热系数;Nμ为努尔指数;Re为雷诺数;λ为水的传热系数;Pr为普朗常数;ρ为水的密度;v为水的流速;D为冷却水管直径;μ为动力粘度;a为导热系数。 冷却水道的直径为10 mm,冷却水流速为1 m/s,通过计算得到的冷却水与模具的传热系数为5 000 W/(㎡·K)。 2.3 连续压铸达平衡态下温度场模拟分析 图4为试验的特征点温度-时间图。可以看出,随着压铸循环进行,温度增幅越来越小,大约15次压铸循环之后,压铸模进入了热平衡状态。从热平衡状态下可看到,A点的温度上升较快,B点的温度上升较慢,C点的温度上升最慢。图5为试验的第15次循环特征点温度-时间图,在第15次循环周期中25 s开始时,A、B、C 3点的温度下降速度变快,是因为模具开模,模具型芯与空气接触,温度下降;在30 s时,温度下降速度最快,这是因为在30 s时开始喷涂脱模剂,由于脱模剂的作用,模具型芯温度开始迅速下降。分析得到的特征点温度-时间云图与实际工况中的特征点位置的温度循环变化基本一致,验证了有限元模型模拟的可靠性。 将热平衡状态下的第15次压铸循环的温度场的数值模拟结果导出,用模拟的结果为热循环载荷,导入到ABAQUS中进行下一步的热应力模拟。
图4 特征点时间温度曲线
图5 第15次循环特征点时间温度曲线 2.4 ProCAST温度场模拟结果的导出 在ProCAST的后处理界面中选定要导出的温度场结果及相应的时间步数区间,如第15次循环的温度场结果,在Selection工具栏target list黑色箭头选中Node,然后在Selection工具栏最右端有一个向下箭头,用来确定选取模具型芯表面节点的方式,然后将整个模具型芯的节点进行框选,右键属性即可将所选的每个节点的温度以及节点对应的三维坐标结果进行提取显示,具体提取结果见图6。
图6 温度场结果的提取
3、热应力数值模拟以及疲劳寿命计算 把ProCAST中划分好的网格模具型芯模型直接进行保存,在ABAQUS中直接将保存好的模具型芯网格文件打开, ProCAST中导出的模型文件不包括模具型芯的材料属性,所以要在ABAQUS中重新定义模具型芯材料的属性,H13钢密度设为7 876 kg/m³,杨氏模量设为210 GPa,泊松比设为0.3。 3.2 温度载荷的加载和边界条件的设置 模具型芯在实际服役过程中,最开始前几次循环的非热平衡状态下产生的热应力在整个模具型芯服役过程中占比非常小,且对整个服役过程没有太大的影响,所以忽略。模具型芯绝大部分工作时间状态为热平衡状态,因此模拟模具型芯热应力场的载荷选用热平衡状态下的温度载荷。将ProCAST计算得到的热平衡状态下的温度场结果和对应节点的三维坐标导入到ABAQUS的模型中作为温度载荷进行加载。在实际工况下,此模具型芯的约束情况是两端固定,所以在ABAQUS中也进行两端固定的约束设置,见图7。
图7 模具型芯约束状态 3.3 热应力的分析结果 整个模具型芯表层在热平衡状态下的一个循环周期内的表层热应力变化情况见图8。在模具开模前,模具型芯表层膨胀,受到压应力;开模后,模具型芯表层收缩,受拉应力。在循环周期内A、B、C 3点的最大等效热应力值逐渐减小,由A点的943 MPa降至C点的756 MPa。将热平衡状态下的循环周期的热应力结果文件进行导出,导入到ABAQUS的FE-safe模块中进行疲劳结果的仿真与计算。
图8 各节点等效应力与时间周期关系 3.4 FE-safe的疲劳仿真与计算 疲劳分析运用应力法,以材料的S-N曲线为基础,使用疲劳累积损伤理论与名义应力,分析了疲劳危险部位的疲劳强度,并预测材料结构的疲劳寿命。材料S-N曲线的获得,通常情况下有两种方法:一种是以材料的屈服强度、抗拉强度和杨氏模量为基础,然后通过算法计算获得;另外一种是直接通过疲劳试验进行测得。以上两种方法全都需要对获取的S-N曲线进行平均应力修正来达到计算的要求。对S-N曲线修正时,需要考虑各种因素的影响,各因素间的关系为。
式中,Kf为疲劳缺口系数;ℇ为尺寸系数;CL为加载系数;β为表面系数;Sa为结构件的S-N曲线应力;σa是材料的S-N应力曲线。 本次模拟运用FE-safe软件中自带的Seegers Method算法进行S-N曲线的估算,并进行修正,见图9。 通过FE-safe软件进行疲劳分析计算后,得到模具型芯的最短寿命为20 847循环次实际模具型芯的寿命在20 000次左右,模型没有考虑金属液的冲刷和侵蚀,导致预测寿命偏大。
图9 修正得到的材料S-N曲线 将FE-safe计算得到的疲劳分析结果文件进行保存,在ABAQUS中看模具型芯疲劳寿命的分布云图,见图10,可以看到,疲劳寿命较低的区域在A点区域。通过对H13模具型芯进行疲劳失效试验获得的疲劳裂纹产生区域和FE-safe计算得到的疲劳最短寿命区域位置基本一致,见图11,验证了有限元模型模拟的可靠性。
图10 模具型芯疲劳寿命分布云图
图11 疲劳失效裂纹产生区域 4、正交试验设计及结果分析 4.1 正交试验设计 压铸过程中,影响模具型芯表面温度和热应力的因素很多,主要为铸件浇注温度,模具预热温度以及脱模剂的传热系数,因此建立了3因素3水平的正交试验,见表1。
表1 因素水平表 试验选择正交表L18(37),见表2。
表2 正交试验表 4.2 热应力疲劳结果分析 通过ProCAST软件对模具型芯进行温度场的数值模拟,将热平衡状态下的模具型芯温度场的模拟结果导入到ABAQUS中进行热应力场的模拟,最后将热应力的结果文件导入到FE-safe中进行疲劳分析和计算,在FE-safe中采用应力法对模具型芯进行疲劳寿命的分析和计算。最终每次试验分析计算得到的模具型芯疲劳寿命结果,见表3。
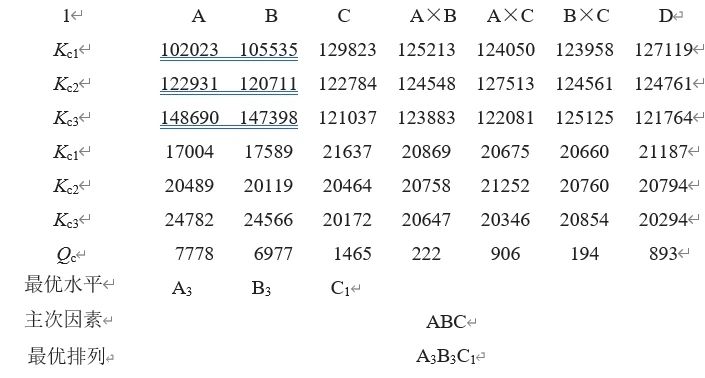
表3 正交试验结果 4.3 模具型芯疲劳寿命正交试验参数优化 根据正交试验的结果,采用正交试验中的极差分析法,对正交试验获得的疲劳结果进行分析,结果见表4。
表4 正交疲劳寿命试验结果分析表 从表4的极差Qc的值可以得到,因素A的水平变动对模具型芯的寿命影响最大,q其次是因素B最差是因素C,因素A与因素C的交互作用排第4。 从表4可以得到,获得模具型芯最大疲劳寿命的最佳参数组合为A3B3C1(模具预热温度为220 ℃、脱模剂传热系数为800 W/( ㎡·K)、浇注温度为650 ℃)。 5、试验验证 选用模拟得出的泵壳压铸模具型芯最优压铸工艺参数对其进行热疲劳试验。在模具型芯分别进行了10 000、20 000、30 000次的压铸循环后,根据模拟结果对模具型芯容易产生热疲劳裂纹的区域进行体显微镜的观察,发现在30 000次压铸循环的时候,模具型芯开始出现热疲劳裂纹,见图12。可以得出在实际压铸过程中,得到的热疲劳寿命结果与模拟得到的结果基本一致。
图12 热疲劳裂纹产生区域
6、结论
作者 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)