.png) 摘要 针对AlSi7Mg0.3铝合金副车架产品体积大且壁厚不均匀、局部热节大和易补缩不足等难点,对其壁厚和补缩通道的结构进行了合理的设计。通过铸造工艺模拟仿真分析、X光检查、力学性能分析以及实物台架试验性能对比等进一步试验验证。验证结果表明,局部特殊部位的壁厚及结构优化,能提升产品强度,满足台架耐久性试验;合理设置补缩通道,结合铸造过程水冷工艺,实现顺序凝固,有效地降低了缩松类缺陷,提高了产品质量。 随着社会经济的快速发展和汽车保有量持续增加,汽车在给人们出行带来方便快捷的同时,也带来了能源危机及环境污染。在节能环保潮流推动下,绿色驾驶理念已经成为了全球汽车行业的共同追求。关于汽车发展的整体规划中也强调了“轻量化仍然是重中之重”,“轻量化”已然成为国家的重要战略,越来越多的研究机构和汽车行业将其研究工作的重点放在汽车轻量化上。 底盘系统重要零件包含副车架、摆臂、转向节、扭力梁、稳定杆等零件,作为底盘系统的关键部件,副车架主要用于连接汽车底盘的悬架装置及支撑整个车身,由钢制材料转换成铝合金材料后,产品壁厚最薄部位仅3 mm,连接的控制臂、叉臂和车身等应力点较多,对结构设计及材料性能都提出了较高要求。副车架轮廓尺寸长基本都在1 m左右,体积大且壁厚不均匀、局部热节大,易补缩不足,铸造合格率较低。 本文选取具有代表性的常规AlSi7Mg0.3铝合金副车架,通过对铝合金副车架铸件结构进一步优化,从结构设计上减少铸造缺陷,提升产品质量。 1 模型建立及材料选择 1.1 铸件基本信息 某汽车副车架的铸件要求为铝合金材质;铸件轮廓尺寸为1 257 mm×842 mm×327mm,重量约为23.21 kg。该产品为中空薄壁件,主体壁厚为4 mm,局部最大壁厚为35 mm,壁厚不均匀,产品三维结构模型如图1、壁厚分析如图2所示。
图1 副车架三维模型
图2 壁厚分析 1.2 材料 铸件采用低压铸造工艺成形,根据铸件特性选取铸造性能高、流动性好、收缩性小和热裂倾向小的AlSi7Mg0.3材料,执行标准为欧洲DIN EN1706,其化学成分见表1。
表1 AlSi7Mg0.3合金化学成分 wB/% 1.3 性能
为保持副车架结构具有更高的强度和耐久安全系数,材料性能要求较高,在金属型低压铸造、T6热处理状态下要求产品抗拉强度≥280 MPa、屈服强度≥220 MPa、伸长率≥7%,其性能要求高于国标以及
表2 铝合金性能对比 1.4 铸造难点 该产品悬置安装点处结构不均匀,受力后易产生裂纹,如图3所示;耳片根部厚大,热节偏大,现建立的补缩通道补缩能力不足,无法实现顺序凝固,易产生缩松缺陷,如图4所示。
图3 悬置安装点结构示意图
图4 耳片结构示意图 2 产品结构CAE仿真分析 后副车架主要施力零件有装配在副车架的控制臂、拉杆、减震弹簧和稳定杆等。CAE分析关键性能指标:强度要求:各工况下最小疲劳寿命≥40万次,最大应力≤150 MPa ;模态要求:第一阶模态>110Hz,超过第八阶模态>500 Hz,模态阶差>20 Hz。经过多次CAE分析,强度、疲劳等关键性能指标均满足要求,分析结果如图5所示。对受力较大的极限工况进行CAE分析,各工况的循环次数均大于40万次;各工况的最大应力均小于150 MPa;一阶模态为121.4 Hz,八阶模态为546.6 Hz,最小模差为23.6 Hz,均满足设计目标要求。
(a)寿命云图
(b)应力云图
(c)模态云图 图5 CAE分析结果 3 低压铸造工艺设计 3.1 分型面设计 根据铸件结构特点,设计该铸件的位置和分型方案如图6所示。在该方案中采用了上下分型的方式:一方面,大圆弧面,大部分耳片朝上,利于排气;另一方面,可在分型面处设置浇注系统,便于补缩。
图6 分型线 3.2 浇注系统设计及优化 该铝合金副车架属于带砂芯的大型铸件,选用底注式浇注系统,金属液自下而上地流经各层内浇道,使充型过程平稳,对砂芯冲击力小,金属液氧化少,型腔中的气体能够顺利排出,并使得铸件组织致密。根据铸件结构、合金种类及选用的浇注系统类型,确定合适的浇注时间,即每种铸件在已确定的铸造工艺条件下都对应有适宜的浇注时间范围。一般对于铝合金铸件的浇注时间可以用经验公式(1)计算:
式中:τ为浇注时间,s;H为铸件高度,cm;V为限定的型内金属液面的上升速度,cm/s;铝合金V=(3~4.2)/b,b为铸件的壁厚,b=0.4 cm。 通过对升液、充型、增压、保压、卸压5个阶段进行计算,以及结合模拟分析对铸造工艺进行优化。 3.3 铸造工艺模拟仿真分析 本副车架设置了5个升液管,金属液由升液管注入模具,在金属液型腔入口加置过滤网,起到挡渣进一步净化铝液的作用,浇注系统如图7所示。
图7 浇注系统 综合副车架的结构及工艺特点,对铸造工艺进行模拟仿真分析,设定铝液温度为720 ℃,模具预热温度为380 ℃,对铸件充型温度、充型速度、凝固顺序、空气压力等进行模拟分析,模拟结果如图8所示:充型结束后,铸件低温区的充型温度为637 ℃,仍高于液相线613 ℃,表明金属液具备良好的充型能力;充型过程中流速为0.5 m/s左右,充型速度比较平稳;铝液在凝固过程中实现了顺序凝固,未显示孤立液相,保证了产品的内在质量;空气压力较高的区域集中在冒口顶部,增加排气即可解决,因此浇注系统方案具备可行性。
图8 模拟结果 3.4 产品试制 某副车架第一次调试,铝液温度设置725 ℃,模具温度385 ℃,共确定了7个关键区域见图9,内部质量需满足关键区域ASTME155 2级标准要求、非关键区域ASTME155 4级标准要求。经多轴式X射线机进行探伤,其中3/6部位有较密集缩松缺陷,见图10,X光合格率不到10%,实际试制过程中此处模具温度较高,影响热节凝固,冒口补缩能力不足;第二次调试,开启此处水冷,延长水冷持续时间,降低模具温度验证,经多轴式X射线机进行探伤,3/6部位仍有缩松缺陷,X光合格率不到40%,结合两次试制结果,降低模具温度方案对耳片热节减小有一定效果,但不能完全解决缩松问题,且受耳片距离限制,此位置冒口不宜增大,考虑从结构上优化耳片根部壁厚或新增补缩通道,达到凝固过程中减小此位置孤立热节的目的。
图9 铸件X光检测区域
图10 缺陷部位
3.5 结构优化与改进
图11 产品结构优化 针对方案1进行多轮试制:共试制67模,经过切片内部质量分析,缩松件22模,缩松占比32%;针对方案2进行多轮试制:共试制73模,经过切片内部质量分析,无缩松件,如图12所示。因此,增加耳片处补缩通道,可以有效降低缩松比例。
图12 结构优化后结果 方案2试制产品热处理后取6件本体试片送检专业检测机构进行力学性能检测,本体性能实测结果见表3,均满足图纸要求:抗拉强度≥280 MPa,屈服强度≥220 MPa,伸长率≥7%。
表3 铸件本体力学性能实测值 4 台架试验与结构优化 4.1 台架试验条件与方法 产品经试制后送样28件,参照《后副车架零部件性能试验大纲》,满足PV阶段第一件60万次无破坏,其余样件均已40万次负载,分别进行弹簧臂点疲劳试验、右后EDS安装点疲劳试验、前EDS安装点疲劳试验和弹簧臂点疲劳试验(带负载)。试验频率为3 Hz,试验在常温(室温)环境中进行。将后副车架样品安装到白车身替代工装上,试车前拧紧力矩按照螺栓拧紧力矩表打紧,通过加载油缸对样品施加疲劳载荷,进行循环测试。检测项目及螺栓拧紧力矩情况见表4。
表4 检测项目及螺栓拧紧力矩表
4.2 台架试验与结果分析
表5 耐久试验工况及结果
图13 产品试验后状态
4.3 开裂原因分析
图14 开裂处内部结构及剖视图
4.4 结构优化与改进
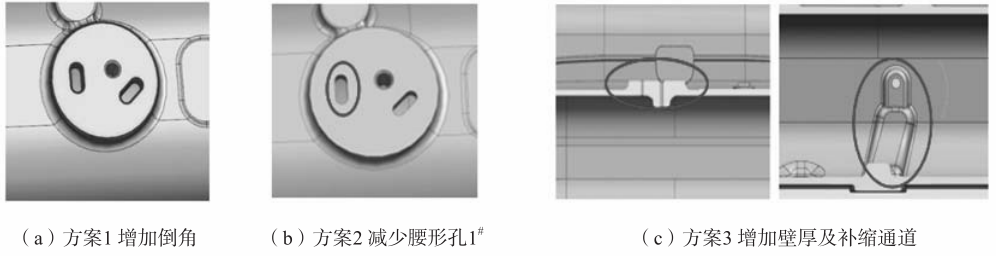
图15 产品结构优化 通过对产品结构的优化,经CAE分析、模流分析、合金成分、力学性能、X光探伤、台架实验等验证,方案1:腰形孔和圆台处增加倒角后,台架试验36.8万次后开裂,其余性能均合格;方案2:减少腰形孔1#,台架试验40.5万次后开裂,其余性能均合格;方案3:增加壁厚,随着此处凸台壁厚增加,形成热节,初次模流分析此部位有孤立液相,因此增加相应补缩通道对此处厚大部位进行补缩,经过多次CAE分析及模流分析,确定凸台内部结构与产品本体持平,壁厚达到9.4 mm,增加局部强度;同时补缩通道宽13 mm对凸台进行补缩,最终CAE分析、模流分析、合金成分、力学性能、X光探伤均合格,台架试验60万次未开裂;验证结果见表6。结果表明,取腰形孔1#,增加壁厚及补缩通道可以满足各项试验要求。
表6 验证结果 5 结束语 (1)与安装点受力方向平行或者在同一直线上的孔结构在台架试验中易产生裂纹,取消此类开孔结构可以减少产品开裂。 (2)安装受力点临近的凸台结构在台架试验中易产生裂纹,加厚此类凸台且内部结构与产品平齐可以减少产品开裂。 (3)耳片根部厚大结构,可以设置补缩通道,结合铸造过程增加水冷,实现顺序凝固,降低缩松比例。
作者: 本文来自:铸造杂志,《压铸周刊》战略合作伙伴 |
.jpg)
.png)
.png)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.png)
.png)
.png)
.jpg)
.png)
.png)
.jpg)
.png)
.png)
.png)
.png)
.jpg)
.png)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.png)