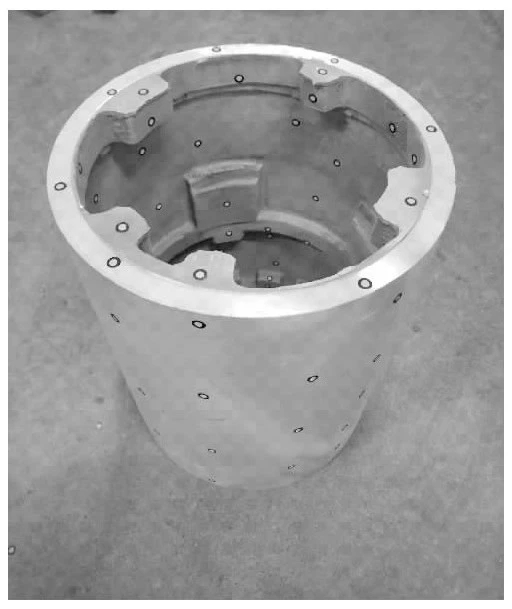
.jpg) 标题:上海航天精密机械研究所:镁合金筒形件低压铸造工艺研究 随着航空航天和汽车领域的发展,对结构件的轻量化要求越来越高。镁合金由于密度小、比强度高、比弹性模量大、散热性好、耐有机物和碱的腐蚀性能好等特点,被广泛应用于航空航天、汽车领域的结构件制造。但镁合金由于化学性质活泼,在熔炼及充型过程中非常容易氧化、燃烧,铸造工艺难度大。近年来,对镁合金复杂薄壁类铸件(曲线型面、多筋多凸台、结构大)的内部品质、表面品质、尺寸精度及质量等提出的要求越来越高,因而制造难度也明显增大。且此类铸件一般都需经过100%X射线检测和荧光检测,不允许存在超标的缩松、气孔、裂纹、夹渣、表面裂纹等缺陷,进一步增加了铸造工艺难度。 传统的砂型铸造、金属型铸造、熔模铸造等,都存在各自的优势与不足。随着客户对铸件要求不断提高,单一铸型已无法满足要求,因此提出基于多种铸型的复合铸型思想,来实现高品质铸件的生产。针对某材质为GW63K镁合金的复杂结构薄壁筒形件,运用复合铸型,通过不同种类型砂的激冷能力的不同来调控铸件凝固过程的整体温度场,从而调整铸件各部位的凝固顺序,实现顺序凝固,提高铸件的内部和表面品质,达到生产合格铸件的目的。 图文结果 零件为圆柱状筒形件,轮廓尺寸为φ340mm×410mm,最薄壁厚仅为4mm,见图1。舱体需100%进行X射线检测及荧光检测并按HB7780-2005的Ⅰ类铸件要求验收。铸件内腔结构复杂,内壁上凸台较多,凸台位置壁厚尺寸较大,达到22mm,舱体壁厚极不均匀,壁厚差大。铸件材质为GW63K镁合金,其凝固温度区间较宽,主要呈糊状凝固,铸件易产生缩松、缩孔、裂纹、偏析等铸造缺陷。
图1 筒形件三维模型图
图2 浇注系统设计
图3 冷铁结构及分布示意图
图4 铸型结构示意图 在舱体砂芯上下端框等厚大部位和所有凸台处都放置专用冷铁,材质为铸铁,提高厚大部位、凸台处的冷却速度,避免这些部位在凝固后期形成孤立液相区,使铸件实现顺序凝固,减少缩松等缺陷的产生,提高组织致密度和内部品质。为最大限度地实现浇注系统对铸件的补缩,发挥低压铸造的优势,结合型砂的激冷能力设计由上而下的凝固顺序,设计的铸型结构见图4,采用无模切砂的方式制备各部分砂块,外部砂型共分为7层,最上面第1层是硅砂,第2层是铁砂,第3层为铬铁矿砂,第4层是宝珠砂,第5~7层是陶粒砂。砂芯由上而下分为4层,第1层为铁砂,第2层为铬铁矿砂,第3层为宝珠砂,第4层为陶粒砂。
图5 铸件、冷铁和各部分铸型之间的界面传热系数
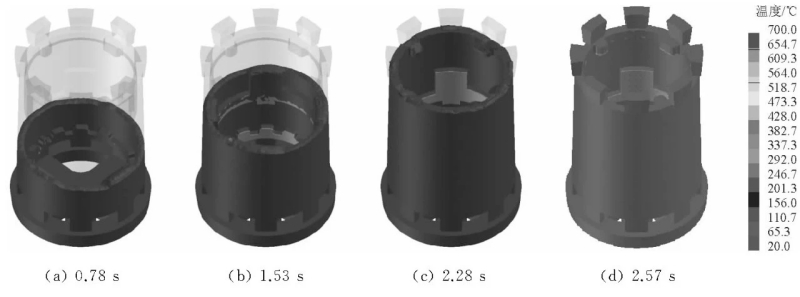
图6 铸件充型过程温度场
图7 铸件凝固过程温度场
图8 模拟结果缺陷预测
图9 改进后的冷铁结构及分布示意图 针对初始复合铸型工艺条件下筒形件铸件出现的缩松缺陷,对其复合铸型工艺进行改进,取消下端框处的冷铁,依靠浇注系统对铸件进行补缩;将中部凸台处的冷铁厚度由20mm减小至10mm。可以看出,合金液通过内浇道进入型腔后,首先进入铸件的下端框厚壁区域,随后流经舱体中部区域,之后流到上端框厚壁区域,最终从铸件底部由下而上逐步充满铸型型腔,整体呈现自下而上依次充型。整个过程中,合金液充型比较平稳,直至全部充满型腔,不容易发生卷气现象,气孔和氧化夹渣等铸造缺陷产生的倾向小。
图10 改进设计后铸件充型过程温度场
图11 改进设计后铸件凝固过程温度场
图12 改进后的模拟结果缺陷预测
图13 筒形铸件复合铸型
图14 浇注的筒形铸件 结论 利用复合铸型结合低压铸造,实现了高品质镁合金筒形件的铸造成形,其内部品质满足HB7780-2005Ⅰ类铸件要求,T6态铸件抗拉强度为295MPa,伸长率为3.5%。 本文作者: 潘龙 余国康 邹文兵 崔恩强 张旭亮 费维卿 上海航天精密机械研究所 本文来自:《特铸铸造及有色合金》杂志社, 《压铸周刊》战略合作伙伴 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)