.png) 摘要 基于有限元软件ProCAST构建某型铝合金缸体的有限元模型,设计L16(44)正交试验方案,探究了浇注温度、模具预热温度、充型时间、保压压力四个工艺参数对凝固时间和缩松体积的影响。采用熵值法分别计算两个评价指标的权重,将凝固时间与缩松体积转化为综合评分值进行单目标优化。通过极差分析与方差分析,得到了各参数对综合评分的影响程度为:浇注温度(A)>模具预热温度(B)>保压压力(D)>充型时间(C),确定了最优的工艺参数为A1B2C1D3。对比原工艺参数方案和优选工艺参数方案发现:凝固时间缩短了20.35%,缩松体积下降了2.96%。经生产试验,缸体铸件外观质量良好,无明显铸造缺陷,验证了最佳工艺参数的合理性。 随着汽车产业的不断发展,我国的民用汽车保有量呈现逐年上升的趋势,但是在汽车产业高速发展的同时也给环境带来了严重的污染。在2020年,于永初等进一步研究确定了全球汽车技术“低碳化”的发展方向。在此大背景下,越来越多的汽车行业逐渐开始提倡轻量化发展,由于铝合金发动机缸体具有散热好和质量轻的优点,因此,铝合金发动机缸体受到了越来越多的关注。 对于生产发动机缸体,目前主要采用重力铸造、低压铸造、冷芯盒组芯造型等铸造工艺。低压铸造工艺与其他铸造工艺有着明显的区别,其压力数值较小,所以在铸造中可以使用砂芯,并且有着较高的成品率和利用率,在应用低压铸造工艺时,整个浇注过程比较稳定,不会出现金属液紊流等相关问题。然而,对于发动机缸体铸造工艺参数,主要是依靠不断的试模和日积月累的经验来确定,投入的成本较高,生产效率较低,并且难以保证铸件质量。 为了提高发动机缸体的生产效率,降低投入的成本,以达到提高铸件质量的目标,本文设计L16(44)正交试验方案,利用有限元软件ProCAST对发动机缸体低压铸造进行仿真分析,采用熵值法将凝固时间与缩松体积转化为综合评分值进行单目标优化。通过极差分析法与方差分析法确定最优工艺参数组合,为发动机缸体的低压铸造生产提供理论支持。 1有限元模型的建立 1.1 研究对象 选择某型柴油机铝合金缸体作为研究对象,其铸造三维图如图1所示。铸件材料为基于ZL109改良的Al-Si-Cu系铝合金,该合金通过调整Cu含量来实现力学性能的增强,以满足发动机功率密度的提升对材料性能的要求,其材料的主要化学成分如表1所示,铸件重15.573 kg,缸筒内径81 mm,外形尺寸为250mm×312.5 mm×313.83 mm。另外要求铸件不允许出现冷隔、裂纹、浇不足、严重粘砂、缩孔、穿透性等缺陷。
图1 发动机缸体的三维模型
表1 铸件材料的化学成分 wB/% 1.2 铸造仿真模型的建立 基于有限元软件ProCAST,对某型发动机缸体铸件进行仿真分析。采用建模软件UG创建缸体及浇注系统的三维模型,将发动机缸体铸件、浇注系统、冷铁等在UG软件里进行装配,装配完成后将其保存为igs格式,导入前处理软件Hypermesh中进行面网格的划分,把划分好的面网格导入meshcast中划分体网格,总共划分出2 125 741个网格,其中面网格374 476个、体网格1 751 265个。发动机缸体的有限元模型如图2所示。
图2 发动机缸体的有限元模型 1.3 低压铸造数值模拟的参数设定 在网格划分结束之后,则进入Visual-Cast 模块设置相应的边界条件与初始条件。对于充型方式设置为反重力充型,模具材料为树脂砂,将空冷作为冷却方式,对砂箱的外表面进行冷却处理。其铸造参数设定如表2所示。基于ProCAST软件可以计算得到相应的热物性参数,包括热导率、热焓、粘度以及固相分数,如图3所示。
表2 模拟参数设定
图3 热物性参数 2低压铸造工艺参数正交试验结果 2.1 正交试验设计 正交试验设计方法是通过正交表科学地挑选试验条件,合理安排试验的方案,再利用极差和方差的数学思想对试验的结果进行分析,从而获得最佳参数组合方案。根据相关研究,选择凝固时间和缩松体积作为评价指标,选取浇注温度A、模具预热温度B、充型时间C、保压压力D四个工艺参数作为正交试验因素,并对每个因素分别选取四个水平。以此研究不同因素组合对低压铸造过程中铸件凝固时间与缩松体积的影响规律。正交试验各因素水平如表3所示。
表3 因子水平设计 以原工艺参数方案,即浇注温度为700 ℃、模具预热温度为80 ℃、充型时间为20 s、保压压力50 kPa为参考。根据表3可知,一共有4个因子,每个因子有4个水平,因此选择4因子4水平L16(44)的正交表。正交试验方案如表4所示。
表4 正交试验方案 2.2 正交试验结果处理与分析 基于有限元软件ProCAST,对16种方案分别进行数值模拟,得到模拟后的凝固时间值与缩松体积值,各方案数值模拟计算结果如表5所示。以试验序号为横坐标,评价指标为纵坐标,构建铸件各指标的正交试验值图,如图4所示。从直接优化角度分析,对于凝固时间,第1组的数值模拟结果最小,为555.8 s;对于缩松体积,第12组的数值模拟结果最小,为111.14 cm³。
表5 正交试验结果
图4 各指标正交试验值 3熵值法 在铸件的低压铸造过程中,凝固时间和缩松体积是两个重要的结果参数,其可以反映出铸件的质量和性能。凝固时间越短,缩松体积越小,则铸件的生产周期越短,生产效率就越高,且铸件晶粒尺寸越小以及致密性越好,将二者进行多目标优化,需要使用熵值法,通过计算各指标的熵值来确定权重系数,将凝固时间与缩松体积转化为综合评分值进行单目标优化,同时获得较小的凝固时间和缩松体积。熵值法是一种将数学和统计相联系,广泛应用于多目标优化的方法。若某指标的变化程度越大,则所对应的熵值就越小,指标的离散程度越大,权重系数就越小。 通过熵权法进行多目标优化包括三个步骤:数据规范化、计算熵值与权重,最后获得综合评分。其所涉及的计算公式如下:
式中:λ*i为第i次试验的规范化结果;λi为第i次试验的试验结果;λimax为所有试验结果中的最大值,λimin为所有试验结果中的最小值;m为试验次数,m=16;Ej为目标的熵值;wj为目标权重;n为评价指标数,n=2;Si为综合评分。将正交试验结果分别按照公式(1)-(4)进行计算,得到凝固时间与缩松体积的熵值、权重以及综合评分。计算结果如表6所示。
表6 各指标的综合评分值 对表6所得的综合评分值进行极差分析。极差分析法具有简单、直观的特点,可以得到各因素对评价指标的影响趋势,根据公式(5)-(7)进行极差计算,所得结果如表7所示。为了更加直观地显示各因素水平对评价指标综合评分的影响,将因素水平作为横坐标,综合评分作为纵坐标,得到如图5所示的综合评分主效应图。
式中:Ym,k为m水平下第k个指标试验结果值; 由表7和图5可知,在所考察的四个因素中对综合评分影响的顺序由大到小为:浇注温度(A)>模具预热温度(B)>保压压力(D)>充型时间(C)。可以确定最佳参数组合方案为A1B2C1D3,即浇注温度为690 ℃、模具预热温度为40 ℃、充型时间为10 s、保压压力为60 kPa。
表7 综合评分极差分析
图5 综合评分主效应图 由于极差分析不能对误差大小进行估计,并且也不能指出各因数与其交互作用的显著性,所以需要对综合评分进行方差处理与分析,根据公式(8)-(11)进行方差计算,方差处理结果如表8所示。
表8 综合评分方差分析
式中:ST为总偏差平方和;Ym,k为m水平下第k个指标试验结果值;Y为各因素在m水平下第k个指标的试验结果之和的平均值;m为因素的水平数,m=4;f为自由度;S为因素均方差;SE残差误差均方差;F为方差分析中的F值。 将计算所得的F值与查表所得的显著性水平的临界值进行比较,若F值越大,则表示因素对评价指标的影响越大。由表8综合评分的方差分析结果可以看出,FA=5.05>F0.05(3,15)=3.29,表明,浇注温度对综合评分的影响是显著的;模具预热温度、充型时间以及保压压力的F值分别为1.23、1.11以及1.04,均小于临界值,表明三个参数对综合评分的影响均不是特别明显。该结论与极差分析结果一致,进一步验证了最优方案的正确性。 4优选方案数值模拟分析与生产验证 4.1 优选方案数值模拟结果分析 优选方案选择最佳参数组合A1B2C1D3,即浇注温度690 ℃、模具预热温度40 ℃、充型时间10 s、保压压力60 kPa。原工艺参数方案为浇注温度700 ℃、模具预热温度80 ℃、充型时间20 s、保压压力50kPa,即A2B4C1D3。利用ProCAST对某型铝合金缸体在两种方案下分别进行模拟分析。将优化方案A1B2C1D3和原有工艺方案A2B4C3D2的数值模拟结果进行对比。图6a、b是A2B4C3D2和A1B2C1D3的凝固时间对比;图7a、b是A2B4C3D2和A1B2C1D3的铸件缺陷对比。
图6 不同方案下的凝固时间对比
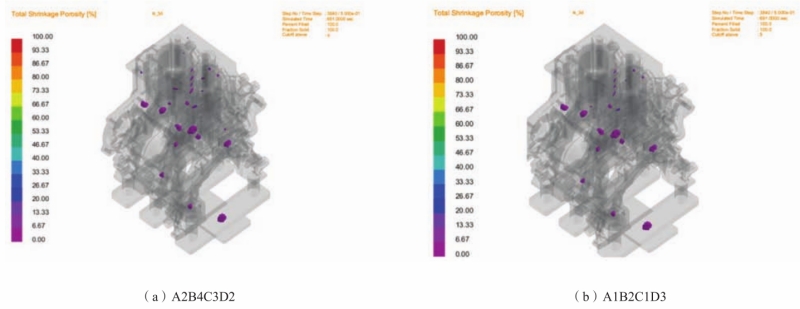
图7 不同方案下缩松、缩孔预测结果对比 如图6所示为不同方案下的凝固时间对比云图,其不同方案下凝固时间结果对比见表9。由表9可知,原工艺参数方案下凝固时间为759.7 s,优选方案下凝固时间为605.1 s,凝固时间有较大幅度减少,比原工艺参数下的凝固时间缩短了20.35%。
表9 不同方案下凝固时间对比 图7所示为不同方案下缩松、缩孔预测云图对比,其不同方案下缩松体积对比见表10。由表10可知,原工艺参数下缩松体积为112.80 cm³,优选方案下的缩松体积为109.46 cm³,经优化之后,铸件的缩孔、缩松缺陷倾向有一定程度减少,比原工艺参数下的缩松体积下降了2.96%。经仿真模拟可知,优化的工艺参数定为浇注温度690 ℃、模具预热温度40 ℃、充型时间10 s、保压压力60 kPa是合理的。
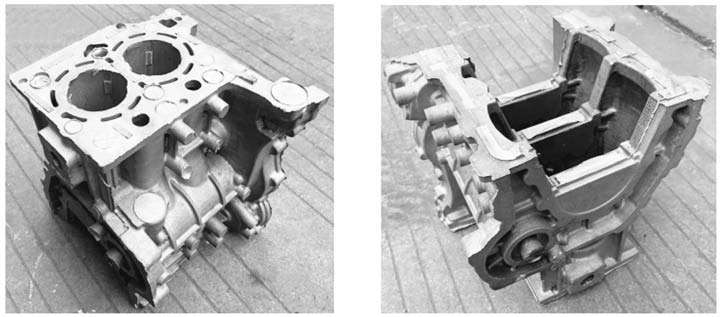
表10 不同方案下缩松体积对比 4.2 生产验证 4.2.1 缸体铸件外观质量分析 采用最佳工艺参数方案进行发动机缸体试制,验证最佳工艺参数的合理性与铸件质量。图8为发动机缸体铸件图,对其进行观察,在铸件表面未发现浇不足、冷隔、缩孔、严重粘砂与裂纹、穿透性等缺陷,外观质量良好,能够满足后续机械加工的要求,达到GB/T 9438—2013对铸件表面质量的要求。
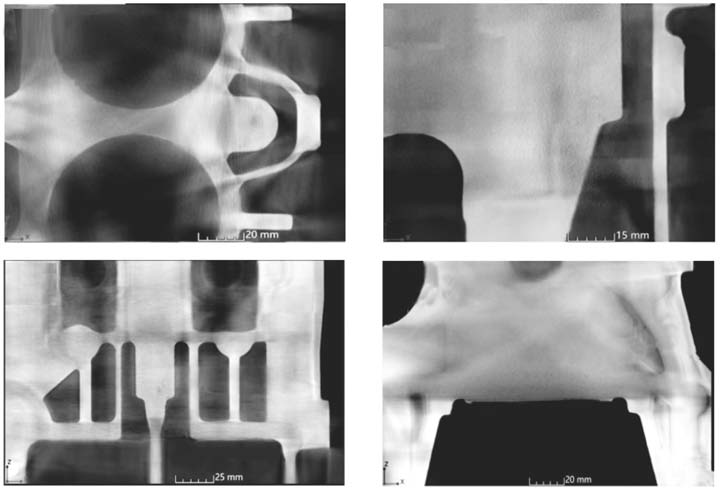
图8 发动机缸体铸件 4.2.2 缸体铸件CT检测 对试制好的发动机缸体铸件进行CT检测,检测结果如图9所示,在缸孔的四周以及局部薄壁处均未出现超过标准的缩孔、缩松缺陷,在缸体铸件内部存在一定的细小针孔以及一些微量缩松,这与仿真结果基本吻合,达到GB/T9438—2013对铸件内部质量的要求,验证了最佳工艺参数的合理性。
图9 缸体铸件CT检测结果 5结论 (1)基于ProCAST构建某型铝合金缸体的有限元模型,选用L16(44)正交试验表进行四因素四水平正交试验设计,对柴油机铝合金缸体低压铸造过程进行有限元分析。针对多目标优化,通过熵值法将凝固时间和缩松体积优化转化为综合评分目标值优化。 (2)通过对综合评分进行极差分析与方差分析,得到了各参数对综合评分的影响程度为:浇注温度(A)>模具预热温度(B)>保压压力(D)>充型时间(C),确定了最优的工艺参数为A1B2C1D3,即浇注温度690 ℃、模具预热温度40 ℃、充型时间10 s、保压压力60 kPa。 (3)采用优选工艺参数方案进行发动机缸体低压铸造仿真分析,与原工艺方案进行对比发现:凝固时间由759.7 s降低至605.1 s,缩短了20.35%;缩松体积由112.80 cm³降至109.46 cm³,下降了2.96%。经过生产试验验证,缸体铸件外观质量良好,无明显铸造缺陷验证了最佳工艺参数的合理性。该研究可为发动机缸体的低压铸造生产提供理论支持。
作者: 本文来自:铸造杂志,《压铸周刊》战略合作伙伴 |
.png)
.png)
.png)
.jpg)
.png)
.png)
.png)
.jpg)
.png)
.png)
.png)
.png)
.png) 为各因素在i水平下的试验结果之和;Ki为
为各因素在i水平下的试验结果之和;Ki为.png)
.png)
.png)
.png)
.jpg)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.png)