.jpg) 原标题:复杂薄壁汽车车门压铸过程数值模拟及缺陷预测 摘要 为解决高压压铸铝合金大型复杂薄壁汽车车门压铸过程中气孔和缩孔等问题,运用SuperCAST智铸超云CAE云计算平台对其高压铸造过程流场和温度场进行模拟分析,预测铸件内部缺陷分布,并进行工艺优化和试验验证。结果表明:采用两段速慢压射工艺方案A和B分别出现充填时间长和温度分布不均等情况,而方案C采用匀加速慢压射工艺,其充填时间和温度的均匀性均较合理。凝固模拟分析发现,随着增压压力的提高显著减少了方案C的缩松缩孔含量,90 MPa时完全消除缺陷。综合来看,方案C表现优于方案A,因其不存在料管卷气现象,且充填温度更均匀,整体缺陷控制效果更好。优化的压铸生产工艺为方案C,其低速压射采用匀加速压射工艺,最高临界速度为1.23 m/s,高速速度为4.6 m/s,起高速位置为900 mm,增压压力为90 MPa,现场压铸试验验证了该压射工艺的可行性。 汽车零部件轻量化主要发展趋势包括结构减重和材料减重。铝合金因其具有较高比强度、耐腐蚀和易于回收等优点被广泛应用于各种工程领域,尤其是汽车零部件领域。由于其近净成形和生产效率高等特点,压铸成为铝合金零件的主要制造工艺。随着新能源汽车产业的快速发展,铝合金一体化压铸不仅可以铝代钢实现材料轻量化,还可最大限度集成多个零件实现结构减重,在保证车身强度的前提下,显著降低车身重量以提升能源利用效率,逐渐成为新能源汽车压铸件的重要发展方向之一。 自特斯拉首次将一体化压铸技术应用于Model Y后地板总成研制,铝合金一体化压铸技术已经逐渐应用于后地板、前机舱和电池托盘等新能源汽车大中型复杂结构件中。但集成化形成的产品形状复杂、尺寸过大等结构特点导致压铸成形工艺复杂、质量难控制,极易产生冷隔流痕,应力变形等铸造缺陷,限制了该技术大规模推广应用。汽车车门作为典型一体化压铸件,不仅其结构复杂、主体壁厚较薄、局部区域存在厚度不均结构特征,且要求在铸态条件下达到所需的力学性能和外观要求,成形条件苛刻,对其压铸工艺设计和生产质量控制均提出较高要求。卷气缺陷和结晶组织粗大是压铸工艺中最常见的产品缺陷,其形成演变主要与压铸充型及凝固冷却过程密切相关,因此研究压铸中的充型及冷却过程并预测铸件缺陷,对于优化工艺提升铸件品质具有重要意义。 本文以汽车车门为分析对象,基于SuperCAST智铸超云压铸CAE云计算平台进行压铸工艺模拟仿真,研究不同压射速度和增压压力对充型温度、凝固温度和热节等影响,分析缩松缩孔等缺陷产生条件,并对压铸工艺进行优化,从而有效降低压铸缺陷的产生,提高铸件品质,降低生产成本,为该类铸件的压铸生产提供参考。 1 压铸模拟过程的数学模型 在本研究中,以汽车车门为研究对象,通过多物理场耦合方法对压铸过程进行了仿真模拟。首先,在充型过程中,液态金属在高压下注入模具内部,为准确预测卷气缺陷问题,采用格子玻尔兹曼方法(Lattice Boltzmann Method,LBM)来描述金属的流动特性: LBM基础为Lattice-Bhatnagar-Gross-Krook(LBGK)方法。LBM基本模型如下所示:
式中:i为第i离散速度方向,x为空间位置坐标,ci为第i离散速度分量,t为当前时刻,Δt为时间步长。fi(x+ciΔt,t+Δt)为x+ciΔt位置,t+Δt时刻密度分布函数,fi(x,t)为x位置,t时刻密度分布函数,Ωi(x,t)为碰撞项。 经过LBGK近似后得到:
平衡分布函数定义为:
式中:ωi为第i离散速度方向上密度权重,ρ为流体的密度,u为当前位置时刻的流体速度,cs为格子声速,τ为松弛时间。 宏观场密度由下式给出:
宏观场速度由下式给出:
结合VOF(Volume of Fluid)方法捕捉液-气界面变化:
式中:F为液体的占据比例(0为无液体,1为全液体)。 以准确预测液态金属的流动行为。紧接着,在充型完成后,铸件进入凝固阶段,此时冷却速率和热节分布直接影响内部质量。为此,通过能量方程来模拟凝固过程中的温度场变化:
式中:ρCp为比热容,T为温度,k为导热系数,Q为热源项。 同时,采用Stefan方程表征固液界面的移动:
式中:L为潜热,s为固液界面位置,kL和ks分别为液相和固相的热导率。 并通过固液相分数模型计算金属在不同温度下的固液比例:
式中:fs为固相分数,T为当前温度,TL为液相线温度,Ts为固相线温度。
其中,f(t)为换热系数随时间的变化,g(x,y,z)描述换热系数的空间变化。
式中:T模具为模具随时间变化温度,T铸件为铸件随时间变化温度。 在每一个时间步长中,动态更新换热系数h(t,x,y,z),并求解铸件和模具间的温度分布。通过动态调整换热系数,以模拟铸件和模具在充型和凝固过程中的热交换行为。 2 压铸零件及浇注系统设计 2.1 压铸零件 该铸件是为某汽车公司研发设计的汽车车门,三维结构如图1所示。铸件材质为AlSi10MnMg铝合金,模具材质为H13钢,本文通过Thermo-Calc 软件计算了两种材质的热物性参数,如表1所示。铸件外形轮廓尺寸为1 135 mm×665 mm×60 mm,几何形状复杂、壁厚不均匀,主要壁厚为2.5 mm,最大壁厚为4 mm,质量为5.56 kg。
图1 汽车车门的三维几何模型示意图
表1 铸件和模具所涉及材料的热物性参数 将汽车车门视为异型薄壁壳体零件,根据其结构特点,内浇口设置在铸件中间部位,为减轻金属液高速充型产生气体包卷及冲击型芯,且保证让金属液尽可能同时达到铸件末端,内浇口采用米字环形进浇方式。同时,为避免在浇口位置产生喷射,将内浇口的厚度设置为与产品浇口位置壁厚相等,浇注系统和排溢系统的设计如图2所示。
图2 汽车车门的浇注排溢系统设计示意图
图3 汽车车门压铸模具的温控系 3 汽车车门压铸CAE分析 3.1 CAE 初始条件及边界条件设置 压铸合金和模具材料的牌号和热物性参数如表1所示。压铸工艺参数如表2所示,其中换热模型为4D界面换热模型,模型参数及取值分别为:拟合参数γ¹h 为8.92,γ²h 为28.33,ε为1.45,β¹h为-1.82,β²h为-5.32,材料牵引固相分数为0.7,换热系数-凝固状态拟合参数为1.05,换热系数峰值匹配系数为2.5,最小换热系数匹配系数为0.15,临界模具表面温度为275℃,临界固相分数为0.8,模具间的传热系数为3000W/(㎡·K)。铸件型腔网格最小尺寸为0.65mm,网格总数量为1.9亿,网格剖分图如图4所示,其中黄色边框区域为铸件型腔网格。
表2 主要压铸工艺参数
图4 汽车车门的网格划分
图5 三种不同的压射工艺曲线示意图 采用SuperCAST智铸超云分别模拟了三种不同慢压射工艺(A 0.2~4.6 m/s、B 0.5~4.6 m/s、C 1.23~4.6 m/s)条件下料管内金属液流动状态,结果如图6所示。方案A铝液料管充填过程中运动呈波浪状,铝液出现翻滚现象,极易形成卷入性缺陷。同时,方案A铝液在料管中留置时间较长且充填过程中金属液体出现不规则波动,易导致铝液热量损失较多,并易使空气进入金属液体。方案B铝液在料管充填过程中金属液体出现不规则波动,容易使空气和氧化夹杂裹卷入金属液体。方案C铝液在料管充填过程中界面前沿始终保持前倾状态、波面运动平稳,没有出现金属液不规则运动,从而有效避免了将料管气体卷入铝液。综上所述,方案A和B出现回流或翻滚现象易发生卷气,同时金属液温度出现充填温度较低和不均匀现象。方案C在料管中的运动平稳不易发生卷气且金属液温度均匀。
图6 熔体在料管填充过程中温度分布 3.3 不同压射工艺对充填时间的影响 分别模拟了三种不同压射工艺(A 0.2~4.6 m/s、B0.5~4.6 m/s、C 1.23~4.6 m/s)对充填时间的影响。如图7所示,充填时间分布按照充填顺序可依次划分成蓝色、深蓝色、红色和黄色四个部分。方案A和B蓝色区域主要包括浇口以及铸件近浇口处,深蓝色域主要包括近浇口处两侧的薄壁处,红色区域主要包括铸件四个角区域,黄色区域大部分位于铸件的溢流槽中和铸件上侧中间部位,小部分位于铸件下侧中间部位。方案C蓝色和深蓝色区域主要包括压室及浇口处,红色区域主要包括铸件四个角区域,黄色区域大部分位于铸件的溢流槽中和铸件上侧中间部位。整体而言,方案A~C充填顺序都遵循由近及远的规律,其中高速充填时间均约为0.04s,低速充填时间分别为4.14s,2.00s,2.94s,整个充型过程分布总用时分别为4.18s,2.04s,2.99s。方案A和B铝液局部充填时间梯度相差较大,易导致充型质量较差。而方案C在整个充型过程中,远浇口处的铝液较近浇口处时间梯度略有较低,但充填时间梯度较小,整体分布合理。
图7 汽车车门充型时间分布图 3.4 不同压射速度对充填温度的影响 分别模拟了三种不同压射速度(A 0.2~4.6 m/s、B0.5~4.6 m/s、C 1.23~4.6 m/s)对充填温度的影响,结果如图8所示。方案A熔体充填过程中浇口充填温度均匀,但料管到内浇口温度下降较快,对金属流动性有一定影响。充型完后发现熔体整体温度偏低,且铸件上半部位出现局部温度梯度较大。方案B充填温度并不均匀,明显右下角的浇口温度下降较快。充型完后发现熔体整体温度趋于一致且温度大部分为640 ℃左右,熔体虽然能够顺利填充远端,易导致过热或冷却时间过长。方案C在浇口的充填温度均匀,料管到内浇口的温度梯度较小,金属流动性较好。
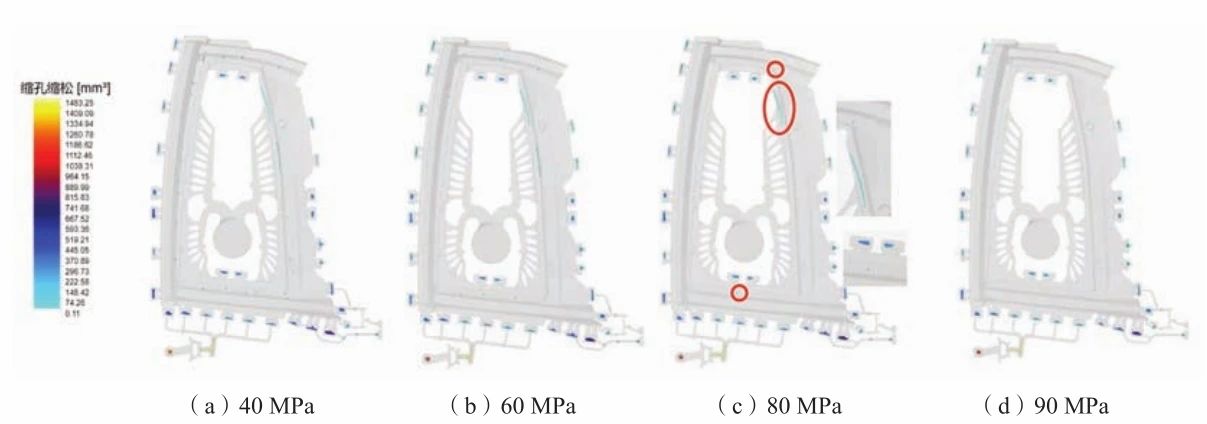
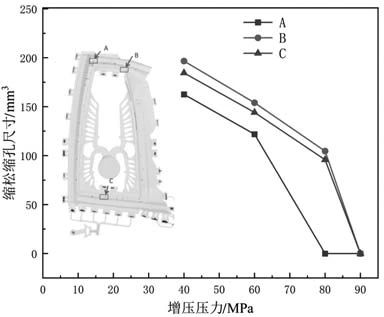
图8 汽车车门充型温度场分布图 整体而言,方案A充填温度均匀且金属流动性较好,但温度下降较快。方案B充填温度并不均匀,充型完后熔体温度趋于一致且温度大部分为640 ℃左右,同时易导致过热或冷却时间过长。方案C充填温度均匀且金属流动性较好。 3.5 不同增压压力对缩松缩孔的影响研究 对方案C在不同增压压力40 MPa、60 MPa、80 MPa和90 MPa条件下凝固缩孔进行对比分析,结果如图9所示。当增压压力为40 MPa时,缩松缩孔主要分布在近浇口四周,且缩松缩孔缺陷较多;当增压压力为60 MPa时,缩松缩孔分布基本上只有上下两侧;当压力提升到80 MPa时,缩松缩孔分布在近浇口处和上下侧各一处;当压力提升到90 MPa时,无缩松缩孔。通过缺陷尺寸图9(a)至图9(d)发现,A点缺陷在40 MPa、60 MPa、80 MPa和90 MPa时,尺寸分别为199.1 mm3、154.06 mm3、104.63 mm3和0,说明随着增压压力增大该点缺陷呈减小趋势直至被补缩。其中选取了铸件上三个位置点A、B和C,其缩孔缺陷尺寸大小随增压压力变化趋势如图10所示。
图9 方案C铸件缩松缩孔分布图
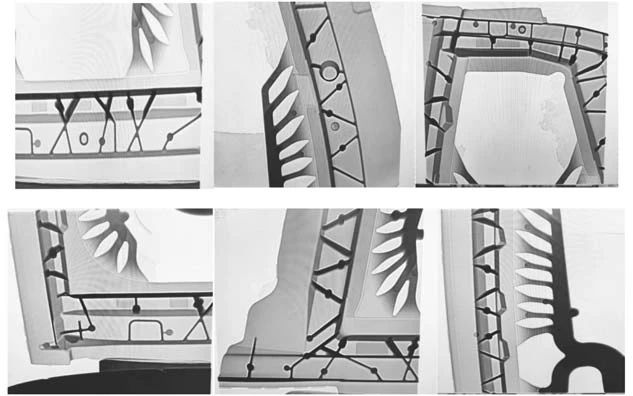
图10 方案C铸件不同位置点缩松缩孔的尺寸随增压压力的变化趋势 4 试验验证 利用力劲6 800 T压铸机进行汽车车门压铸试验验证。压铸工艺方案采用方案C,即采用匀加速压射工艺,从0加速至临界慢速速度1.23 m/s,高速速度为4.6 m/s,起高速位置为900 mm,增压压力为90MPa。经过机械加工去除浇道和集渣包等工艺系统后,车门铸件净重为5.56 kg。铸件表面轮廓清晰,无裂纹、飞边和冷隔等缺陷,质量优良。车门铸件的X射线探伤检测结果如图11所示,铸件内部无明显气孔和缩孔缺陷,验证了优化方案能够满足生产要求。
图11 汽车车门铸件的X射线检测结果 5 结论 (1)对不同慢压射工艺方案进行模拟仿真和对比分析,结果表明:方案A金属液在料管内形成明显气体包卷,且充填时间较长,导致填充末端金属液温度较低,易产生冷隔流痕等缺陷;方案B因冲头速度过高,金属液在料管内发生翻滚,极易导致气体和氧化夹杂卷入熔体;方案C采用匀加速压射工艺,其充填时间和温度分布更加均匀合理。 (2)汽车车门凝固模拟分析发现:随着增压压力的提高,方案C的缩孔得到控制,缩孔体积显著降低,90 MPa时缩孔缺陷完全消除。 (3)试验验证采用工艺方案C:匀加速慢压射,从0加速至临界慢速速度1.23 m/s,高速速度为4.6m/s,起高速位置为900 mm,增压压力为90 MPa。结果表明:试验铸件外形轮廓清晰、尺寸精度高、X射线检测区域无明显缩孔缺陷。 作者
刘宝林 康进武
廖铭煜 姚佳宏 张伟
安肇勇 万里 本文转载自:铸造杂志 |
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.jpg)
.png)
.jpg)
.jpg)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)