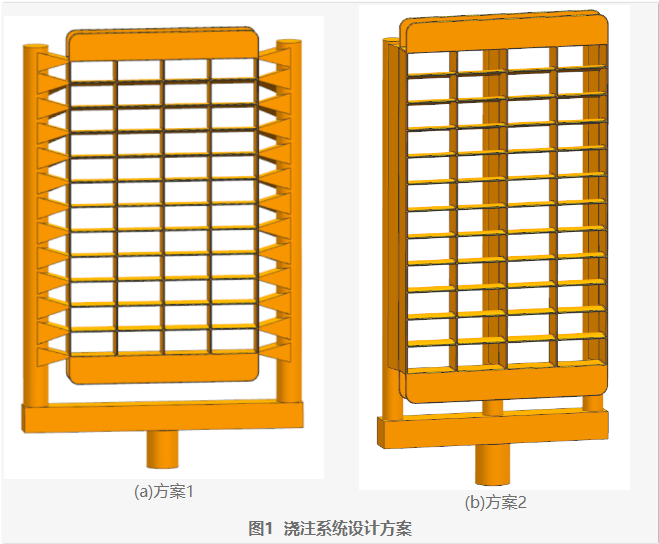
.jpg) 原标题:大型薄壁镁合金格栅铸件熔模低压铸造生产案例 镁合金具有轻质、比强度高、阻尼性能好、电磁屏蔽能力强、切削加工性能好等特点,在航天航空、汽车电子等领域得到广泛应用。目前,国内应用比较广泛的镁合金为ZM5 和ZM6,但由于部分微量元素的加入,ZM6高温性能显著提高,使其在航天航空等领域更具应用优势。ZM6镁合金格栅拟应用于我国某新型航空发动机,轮廓尺寸为550 mm×300 mm×40 mm,壁厚为2.5~3.0 mm,主体结构是网格式,筋板均为曲面,且端部为圆角结构,尺寸精度要求达到HB6103-CT5等级,是典型的复杂薄壁镁合金铸件,采用砂型铸造生产。在保证成形、尺寸精度及外观质量方面难度极大,所以选用熔模低压铸造生产。 低压铸造兼具重力铸造和压力铸造的特点,零部件的微观组织致密、品质较好,尤其适用于壁薄的复杂零部件的铸造,如铝合金、铜合金和镁合金等。但是,由于格栅本体壁厚均匀且很薄,外形尺寸较大,浇注过程中不易在型腔内部形成单一温度梯度。若铸件浇注系统、工艺参数等设置不合理,实际生产中极易出现夹渣、裹气、浇不足、缩松、缩孔、热裂等铸造缺陷。 本研究拟采用缝隙式浇道对铸件进行浇注系统设计,运用ProCAST软件,对格栅铸件的铸造工艺过程进行数值模拟计算,动态观察其充型和凝固的全过程以及温度场的变化,预测缺陷形成位置并分析其成因,从而达到优化设计工艺、实现成形高质量格栅铸件的目的。 图文结果 根据以往生产薄壁熔模精密铸件工艺设计经验,针对格栅铸件的结构特点,设计了两种浇注系统,采用水平缝隙浇道,金属液从侧面引入,缝隙浇道与铸件本体连接位置在侧壁平整位置,不会破坏格栅铸件筋板圆角结构,后期整修难度小,设计方案见图1。
图1 浇注系统设计方案 将格栅铸件浇注系统设计方案导入ProCAST软件,采用网格划分工具MeshCAST对其进行有限元网格划分,再导入PreCAST中设置相关工艺参数(浇注温度为750 ℃,型壳预热温度约为300 ℃,充型压力差为60 kPa,充型时间约为8 s),最终运行ProCAST软件,对该模型的流动充型过程和温度场进行耦合运算。
图2 方案1充型过程模拟
图3 方案2充型过程模拟
图4 方案1凝固过程模拟
图5 方案2凝固过程模拟
图6 缺陷倾向预测模拟结果
图7 方案1铸件筋板处射线探伤结果 由于按照方案1组型浇注铸件,后期易于整修,再综合方案1及方案2充型及凝固过程模拟结果以及2种方案产生缺陷倾向预测结果,优先采用方案1进行了生产试制。铸件浇注后在水平方向,中间筋板存在大量浇不足缺陷,铸件无法通过后期补焊进行返修。方案1水平筋板的充型,是由左右两边内浇道进入的两股前端金属汇流而成。一方面,高速填充的金属液会使摩擦阻力增加;另一方面,较长的充型距离会导致充型时金属液的横向流动距离长。此外,水平方向的中间筋板远离浇注系统,缺乏新鲜金属液的补充。这些原因均导致水平方向的中间筋板产生浇不足缺陷。对筋板十字交叉处进行了射线探伤检验,没有发现图6a中的缩松、缩孔缺陷,见图7。这可能是由于铸件壁厚较薄、冷却速度较快,铸件各部位温度相近,几乎同时凝固,因此在实际试制过程中没有产生缩孔缩松缺陷。 采用方案2进行生产试制后,铸件整体成形完整,没有出现欠铸缺陷。这是由于方案2相较方案1,增加了一处立筒,大大增加了缝隙浇道的面积,同时缝隙浇道由侧面覆盖水平筋板的形式变成正面覆盖竖直筋板的形式。立筒数量的增加和缝隙浇道覆盖方向的改变使得浇注系统得到了优化,一方面缝隙浇道由侧面覆盖水平筋板的形式变成正面覆盖竖直筋板的形式,使得金属液在横浇道中流动的距离减少,金属液可以更早进入铸件型腔中,从而减少金属液的热量损失;另一方面,中间增加的缝隙浇道使得充型过程中金属液横向流动距离减半,大大降低铸件出现浇不足缺陷的风险。按照方案2进行试制,实现了铸件成形的目的,但是浇道去除后的铸件精修难度较大,耗费时间长,成品铸件见图8a。对铸件进行射线探伤检验,没有发现缩松、缩孔缺陷,见图8b,其未产生缩松、缩孔缺陷的原因与前述相同。
(a)格栅铸件成品 (b)筋板处射线探伤结果
图9 铸件不同位置的金相组织 图9为2种方案获得的铸件的金相组织。可见铸态组织整体不存在明显的缩松、缩孔缺陷,晶粒呈菊花状,具有明显的树枝晶形貌。根据Mg-Nd二元相图可知,树枝晶基体由α-Mg相组成,而晶界处则为共晶相。对比可以发现,图9a对应的水平方向中间筋板处的晶粒尺寸明显小于图9b、图9c对应的立筒浇道处的晶粒尺寸,这表明中间筋板处具有更大的冷却速度。由于冷却速度极快,α-Mg相中的脱溶相的尺寸很小,因此在金相组织中没有被观察到。 结论 (1)采用水力学原理,增加缝隙浇道与铸件接触面的面积以及立筒的数量,可显著提高充型效果,降低铸件凝固过程各处的温度梯度。 (2)采用优化后的方案2浇注系统设计实现了格栅铸件的成形,配合专用磨头进行后期铸件修整,能够满足格栅铸件批量生产的要求。 作者:
计鑫1,2 刘立君2 贾志欣2 李继强2 廖大华3 方杰3 本文来自:《特种铸造及有色合金》杂志社 |
.jpg)
.jpg)
.jpg)
.jpg)
.png)
.jpg)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)