.jpg) 原标题:S-EMS 复合作用对 A356 铝合金半固态组织形貌的影响 摘要 研究了蛇形通道制备A356铝合金半固态浆料时,浇注温度和通道数量对半固态坯料中心和边缘微观组织的影响。并结合蛇形通道与螺旋磁场电磁搅拌,开发了一种新型的半固态制浆方法——S-EMS,研究了高过热度浇注对A356铝合金半固态浆料初生形貌和尺寸的影响。结果表明:在不加任何处理时,显微组织具有明显的枝晶特征,部分枝晶臂长度甚至超过 200 μm。采用蛇形通道制备半固态浆料时,随着浇注温度的降低或通道数量的增加,试样中心与边缘的平均晶粒尺寸均不断减小并趋于平缓,形状因子不断增加并逐渐趋于平缓,但从3个通道增加至4个通道时,心部形状因子略微降低。S-EMS法在浇注温度680 ℃下制备出平均晶粒直径78.68 μm,形状因子0.65的微观组织,即使在高过热度浇注条件下也能制备出良好的半固态组织。当浇注温度降至660 ℃,制备出平均晶粒尺寸和形状因子分别为 70.25 μm及 0.71的具有理想微观组织的半固态坯料。 A356铝合金属于Al-Si-Mg系合金,具有优良的铸造性能、抗疲劳性能以及良好的强韧性匹配,广泛应用于各种汽车零部件,是世界各国广泛采用的汽车车轮材料。相比于传统的铸造成形,利用半固态成形技术可获得更高的力学性能和力学稳定性。 半固态成形是介于液固相线之间,兼具液态成形的易流动性和固态成形的优良力学性能的特点,能够实现复杂零件近净成形的一种成形方式。半固态成形有触变成形和流变成形两种。流变成形工艺主要分为2个工艺流程,即半固态浆料制备和成形;触变成形工艺主要分为3个工艺流程,分别是半固态坯料的制备、二次重熔以及成形。由于触变成形方法在生产中储存和运输成本较大,因此目前的工业化生产更倾向于开发流变成形技术。 半固态流变成形的关键在于半固态浆料的制备。研究者们开发了电磁搅拌法、SEED法、蛇形通道法以及喷射沉积法等多种流变制浆方法。为了获得更加优质的半固态浆料,更多的研究者对现有的制浆方法进行改进,开发了新的浆料制备工艺。刘政采用双向弱电磁搅拌+等温保温处理,制备出初生相尺寸细小、形貌圆整的半固态合金浆料。Gao Jun-Zhen在使用SEED法制备A201铝合金半固态浆料过程中,通过减少坩埚壁面热损失达到径向温度梯度减小的效果,获得了更加均匀细小的球状晶粒。QI Ming-Fan等人开发了一种DCR制浆装置,利用多个流道的冷却来增加成核面积,并通过在汇流处的碰撞产生对流改善熔体温度场和成分场的均匀性。上述工作虽都取得了一定的成效,制备出了更加优质的流变浆料,但还需不断优化。本文尝试利用蛇形通道“自搅拌”作用熔断粗大枝晶和引入大量游离晶,然后在电磁搅拌作用下,通过控制电磁搅拌参数,调节初生相的形核和生长,从而在浆料中获得大量细小的球状初生相。 为此,本研究将蛇形通道与螺旋磁场电磁搅拌有机结合,开发了一种新型的半固态浆料制备方法——S-EMS,旨在降低蛇形通道过长带来的挂料问题以及充型不稳定性,提高球化程度,同时降低浇注温度,使熔体在半固态温度区间进行电磁搅拌,更好地细化晶粒尺寸。 01 试样制备与方法 试验所用材料为A356铸造铝合金,使用XRF测得合金成分如表1所示。
表1 A356铝合金成分 wB/% 利用 TGA/SDTA851e 热重分析仪对 A356铝合金进行差热分析,升温速率10 ℃/min,得到的DSC曲线如图1所示,实测合金的固相线温度560.5 ℃,液相线温度619.5 ℃,亚共晶相完全转变温度585.7 ℃。
图1 A356铝合金DSC曲线 图2为使用的新型制浆(S-EMS)装置示意图。电磁搅拌器由三相两极式直线电动机和三相两极式旋转电机合成,可分别产生旋转磁场、行波磁场和螺旋磁场;蛇形通道为S25-2(内径25 mm,两个弯道),材质为石墨。
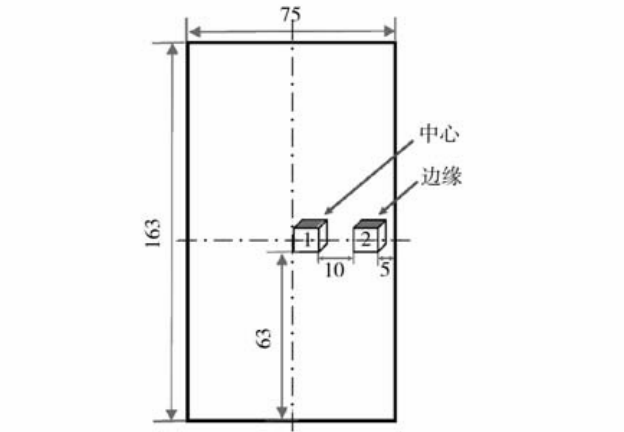
图2 S-EMS半固态制浆装置 浇注前将模具预热至350 ℃,设置电磁搅拌频率30 Hz、电流30 A。熔化纯铝并升温至720 ℃后依次加入纯硅、Al5Ti合金、纯镁,待完全熔化后扒渣、搅拌,并使用氩气进行精炼。待熔液达到所需温度时浇入处于电磁搅拌器中的蛇形通道内,20 s后停止电磁搅拌,将用于收集熔液的不锈钢坩埚立即放入水淬池中快速冷却,以保留其半固态微观组织。 制备的铸锭尺寸为Φ75 mm×136 mm,在铸锭的中心和边缘处分别截取10 mm×10 mm×10 mm的样品,取样位置如图3所示。经打磨、抛光后采用 0.5%HF腐蚀,腐蚀时间为 20~30 s。然后观察金相组织,对晶粒的平均晶粒直径和形状因子进行定量分析。其计算公式如下:
图3 取样位置 式中:D为晶粒的平均等效直径,F为形状因子 ,A、P、N分别为晶粒的面积、周长和数量。 02 结果与分析 2.1 未处理 A356 铝合金的微观组织 图4为无任何处理条件下水淬得到的A356铝合金铸锭心部和边缘的金相组织。由图4可见,在不加任何处理情况下的显微组织具有明显的枝晶特征,晶粒尺寸粗大,平均直径在200 μm以上。
图4 无任何处理下心部(左)和边缘(右)的组织 2.2 蛇形通道制备半固态组织分析 2.2.1 浇注温度对组织影响 采用单一蛇形通道,在不同浇注温度(680 ℃、660 ℃、640 ℃)下获得的铸锭心部和边缘的金相组织对比如图5所示。
图5 680 ℃、660 ℃、640 ℃下心部(上)和边缘(下)组织对比 结果表明,在680 ℃浇注时,铸锭心部和边缘仍然有粗大枝晶存在,晶粒大小不均匀,个别晶粒尺寸达200 μm以上。但可以明显的看到,经蛇形通道搅拌后某些枝晶发生熔断并分离形成胞状晶和长棒状晶粒,平均晶粒直径减小到110 μm左右。当浇注温度降为660 ℃,由于过冷度的增加,熔体更容易形核且形成的晶粒生长速度减弱,经蛇形通道搅拌后粗大枝晶臂消失,球化程度提高;但是晶粒间相互聚集,出现合并长大现象。温度降至640 ℃时,组织改善的更加明显,以胞状晶为主,球状晶数量增加,平均晶粒直径减小到81.07 μm。图6为不同浇注温度下心部和边缘平均晶粒直径和形状因子的对比。 通过图6可以直观地发现,从680~640℃,边缘和心部的晶粒平均晶粒直径均不断减小,边缘晶粒变化比较明显;而边缘和心部晶粒的形状因子变化相差不大,640 ℃浇注时边缘晶粒的形状因子0.62,而心部为0.60。
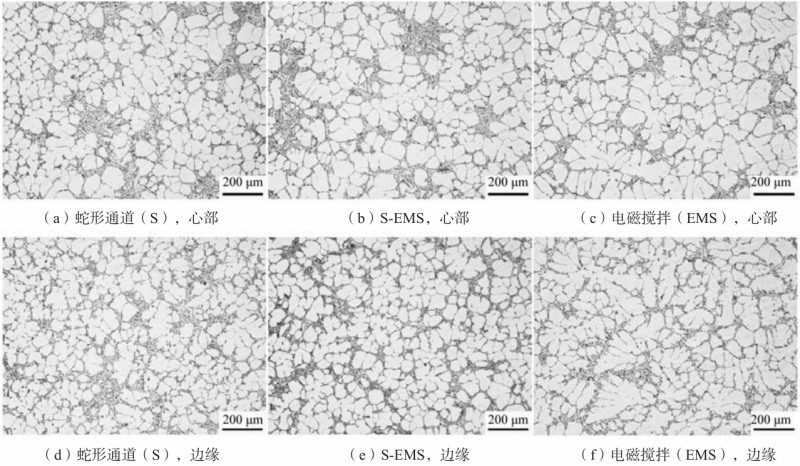
图6 不同浇注温度下心部和边缘晶粒平均晶粒直径和形状因子的对比 2.2.2 弯道数量对组织影响 浇注温度660 ℃,蛇形通道内径25 mm,弯道数量分别为2、3和4时获得的铸锭心部和边缘的显微组织如图7所示。 从图7可以明显看出,在两个弯道下,边缘晶粒相互聚集形成团簇,形状大多呈现为不规则形貌,晶粒尺寸仍然较大;当增加至3个弯道时,晶粒进一步细化,边缘平均晶粒直径为73.96 μm,球化程度提高,晶粒以胞状、近球状为主,只有少量蔷薇状晶粒存在,心部和边缘形状因子差别不大。4个弯道时对组织的改善主要体现在边缘,蔷薇状晶粒基本消失,形状因子达到0.67,晶粒直径进一步减小,平均晶粒直径为68.75 μm。
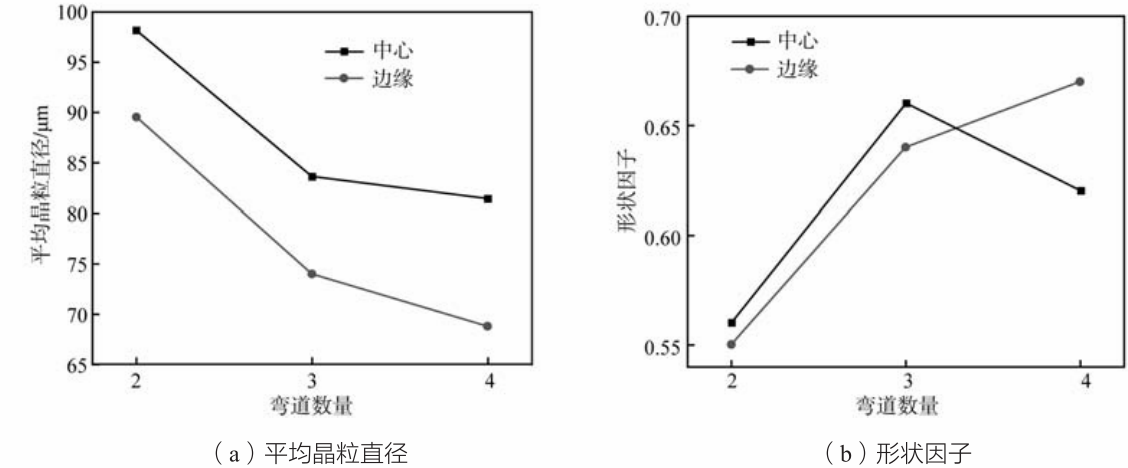
图7 弯道数量对心部(上)和边缘(下)组织的影响 图8为660 ℃下试样心部和边缘的平均晶粒直径和形状因子随弯道数量的变化曲线。 如图8所示,随着弯道数量的增加,边缘和心部的平均晶粒直径均不断减小,但是降低的趋势变缓;对于形状因子而言,边缘处晶粒与弯道数量呈正比例关系,在增至4个弯道时曲线斜率降低,增长幅度趋缓。
图8 不同弯道数量下心部和边缘平均晶粒直径和形状因子对比 2.3 S-EMS 制备半固态组织 680 ℃浇注条件下,采用蛇形通道(S)、电磁搅拌(EMS)及S-EMS三种方法制得的组织如图9所示。
图9 680 ℃ 下三种方式心部(上)和边缘(下)组织对比 由前述可知,在680 ℃浇注时,S25-2样品整体表现出明显的枝晶特征,晶粒尺寸粗大、形状各异,平均晶粒直径100 μm以上,形状因子仅为0.46。采用S-EMS方法,铸锭心部和边缘晶粒都得到明显的改善,枝晶特征明显减少。相比于单一电磁搅拌,边缘处枝晶熔断分离现象更加明显,但由于浇注温度较高,仍有部分粗大枝晶臂存在。 680 ℃下采用三种方式制得的半固态组织心部和边缘平均晶粒直径和形状因子如图10所示。可以明显看出,采用S-EMS方法晶粒直径大幅度降低,边缘平均晶粒直径为78.68 μm。心部晶粒总体比边缘球化程度更高,形状因子为0.65。
图10 680 ℃下三种方式心部和边缘平均晶粒直径和形状因子对比 浇注温度降到660 ℃,采用S-EMS方法获得的试样,其组织中粗大枝晶臂消失,晶粒变得更加细小,边缘晶粒之间晶界清晰,蔷薇状晶粒断裂分离,晶粒以胞状、近球状为主,平均晶粒直径70.25 μm,形状因子0.71,心部比边缘晶粒尺寸略大,平均晶粒直径80.92 μm。总的来说,温度降低,蛇形通道的自搅拌和电磁力下的对流效果更显著,半固态组织和形貌改善得越为明显。 其他条件不变,浇注温度降为660 ℃,三种方法获得的试样组织对比如图11所示,图12为三种方式制得的半固态组织心部和边缘平均晶粒直径和形状因子。
图11 660 ℃下三种方式心部(上)和边缘(下)组织对比
图12 660 ℃下三种方式心部和边缘平均晶粒直径和形状因子对比 2.3.1 半固态组织分析 使用SEM对常规铸态组织和S-EMS方法制备的半固态组织进行面扫描,得到的元素分布如图13所示。
图13 常规铸态组织(上)和S-EMS法(下)制备的半固态组织元素分布 可以看出,低倍面扫描下,常规半固态铸造组织和采用S-EMS制备的半固态组织主要体现在Si元素和Mg元素分布上,这与Al-Si共晶组织形貌有关。常规半固态铸造组织中共晶Si呈粗大的针状或板片状,在基体上分布比较杂乱且分布不均匀,相互之间距离较大;而采用S-EMS方法制备的半固态组织中,共晶Si的形貌和分布形态得到了很大的改善,形貌变得更加细小、致密,分布比较均匀,且共晶相与初生α-Al轮廓的交界处形貌比较清晰。 2.3.2 S-EMS制备半固态组织机理研究 将一定过热度的铝合金熔体浇入室温状态的石墨质蛇形通道,会在每个弯道处产生一定程度的挂料,本文中S25-4-640 ℃试验的挂料情况如14所示。
图14 不同弯道处的挂料组织图 可以明显的看出,每经过一个弯道,组织会有很大程度改善。可以将熔体在通道内流动分为以下3个阶段,如图15所示。
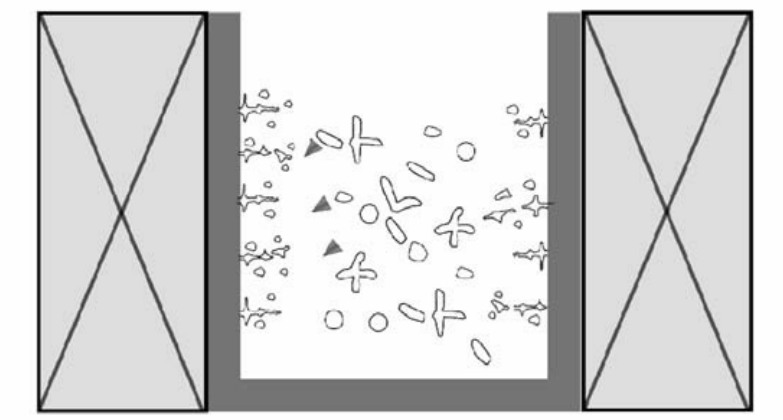
图15 半固态料浆微观结构演化机理示意图 在熔体刚流入通道阶段(图15b),熔体在通道内壁冷却作用下产生大量初生α-Al晶粒,大部分的初生晶粒在熔体的流动作用下发生重熔消失,而一部分晶粒聚集在熔体内壁表面形成凝固壳。在第二个阶段(图15c)为熔体在弯道内自搅拌的过程,熔体每通过一个弯道受到的“自搅拌”效应增强,枝晶发生颈缩、熔断。最后一个阶段是自搅拌结束(图15d),此时的熔体中产生大量的自由晶粒。 熔体从蛇形通道流入不锈钢收集坩埚中,受到螺旋磁场的作用,内部运动状态可用图16示意的表示。在电磁力的作用下产生螺旋式旋转运动并由于离心作用产生径向和轴向运动,从而在熔体中产生强烈的混合对流。在混合对流作用下,一方面使在模具内壁急冷作用下产生的枝晶熔断;另一方面经蛇形通道产生的大量晶核在熔液中不断漂移并相互碰撞,从而使晶粒逐渐细化,球化程度提高。而在长大过程中,强烈的混合对流则极大地改变了熔体中的传热和传质过程,提高了成分和温度的均匀性,抑制了晶体的非均匀生长。
图16 螺旋磁场下熔体状况 06 结论 (1)采用蛇形通道制备A356铝合金半固态浆料时,随着浇注温度的降低或弯道数量的增加,中心与边缘位置的平均晶粒尺寸均不断减小,形状因子不断提高但逐渐趋于平缓。 (2)相对于单一蛇形通道和电磁搅拌,采用S-EMS方法可以在680 ℃高过热度浇注条件下制备出平均晶粒直径为78.68 μm、形状因子为0.65的半固态微观组织;当浇注温度降至660 ℃,能够制备出平均晶粒尺寸和形状因子分别为 70.25 μm 及 0.71的具有理想微观组织的半固态坯料,其晶粒球化程度大于4弯道的蛇形通道,且有效降低了挂料质量。 (3)螺旋磁场的电磁力使熔体同时产生具有径向和轴向的螺旋式旋转运动,从而在熔体中产生强烈的混合对流,有效改善半固态浆料的组织形貌;对常规铸态组织和S-EMS制得的半固态组织进行面扫分析得出:S-EMS法制备的半固态组织共晶Si的形貌变得更加的细小、致密,Mg元素分布较为均匀。 作者
范永飞1,孟令刚1,2,亚 斌1,2,张兴国1,2 本文转载自:《铸造杂志》 |
.png)
.png)
.png)
.png)
.jpg)
.png)
.jpg)
.jpg)
.png)
.png)
.jpg)
.jpg)
.png)
.jpg)